Proces hromiranja plastike
CheeYuen- Vodeći proizvođač galvanizacije preko plastike oko vas
Biti apružalac rješenja na jednom mjestu, CheeYuen se može pohvaliti raznim iskusnim tehničkim talentima i najsavremenijim objektima, što nam omogućava da pružimo visokokvalitetne, izdržljive hromirane završne obrade na plastičnim komponentama različitih veličina i oblika.U međuvremenu, takođe smo u mogućnosti da kupcima ponudimo uslugu po meri, bez obzira na složenost ili veličinu komponente.
Trenutno isporučujemo galvanizaciju i farbanje plastičnih dekorativnih komponenti za automobile i kućne aparate za poznate brendove kao što su General motors, Ford, Fiat Chrysler,Volvo, Volkswagen, Tata, Mahindra, Toyota, Tesla, Delonghi, Grohe, American Standard, itd.
U protekle 54 godine opsluživali smo više od 80 poznatih kupaca automobila i uređaja u 30 različitih zemalja i regija.
Zaslužili smo visoke pohvale i priznanje od strane kupaca u smislu naše konkurentne cijene, solidnog kvaliteta performansi i fleksibilne i točne isporuke.
Kontaktirajte nas danas da saznate više o našimusluga hromiranja plastike i kako vam možemo pomoći da postignete savršenu završnu obradu vaših plastičnih komponenti.
Kromiranje na uslugama plastičnih dijelova
CheeYuenima više hromiranih linija sve pod jednim krovom, pružajući fleksibilne opcije bez obzira na veličinu dela.Sa beskrajnim opcijama boja, prilagođenim aplikacijama, teksturama i održivim razvojem procesa, nastavljamo da širimo naše mogućnosti i pružamo našim klijentima vrhunsku fleksibilnost za njihove proizvode.
Naša primjena i proces galvanizacije su usavršavani više od 50 godina.Ne samo da naglasak stavljamo na dokazivanje najkvalitetnijeg proizvoda našim kupcima, već se i trudimo da zaštitimo okoliš kako bismo postigli održivost u našem poslovanju.
Za ovu uslugu, takođe smo odgovorni za pitanje životne sredine i ispunjavamo zahteve ROHS koristeći hemijske supstance koje su prihvatljive za životnu sredinu, a koje sutrovalentno hromiranje (Trovalentni hrom)ili (Cr3+) u našem procesu.Naš tim je posvećen tome da našim klijentima pruži najviši nivo profesionalne podrške i postigne smanjenje štetnih uticaja na životnu sredinu.






Satin Chrome




Bright Nickel



Poklopac okvira pećnice za galvanizaciju


Gavanizacija vrata trovalentnim hromom

Auto Door Knob

Kromirani plastični dijelovi automobila
Zašto odabrati nas?
Globalni lider u kompanijama za plastične hromirane ploče! Odabir naših proizvoda znači odabir više od same komponente;to je savršen spoj inovacije, kvaliteta i odlične usluge.Uvjereni smo da je CheeYuen proizvođač plastične galvanizacije vrlo kooperativan partner kojeg tražite.

Sa preko 54 godine iskustva u industriji hromiranja plastike

Imamo automatski proces hromiranja

Imamo kompletan proizvodni proces

Kvalitet proizvoda je u skladu sa međunarodnim standardima
Pokrivanje na plastičnoj liniji Mogućnosti
Dimenzija rezervoara za rastvor za automatsku liniju za nanošenje je 3000*1200*1500 MM
Dimenzija rezervoara za rastvor za kružnu liniju za nanošenje je 750*900*1500 MM
Sa kapacitetom od 1.500.000 kvadratnih metara godišnje na plastičnoj oplati
Tipična debljina oplata za automobilske ukrasne dijelove:
Bakar 10-30 um
Nikl 5-15um
Hrom 0,1-0,3um
Napomene: Prema zahtjevima kupca ili dijela, možemo izvršiti prilagodbu razmišljanja premaza.
Materijal koji možemo obložiti:
ABS
ABS/PC
PA6
PA66
Završne obrade galvanizacije:
Svijetli hrom
Saten krom
Crni hrom
Saten nikal
Hrom sa četkom
Satenski nikl sa četkom
Krom sa gravurom


Testiranje kvaliteta
Kako bismo osigurali kvalitet proizvoda i povećali povjerenje kupaca, imamo sistem inspekcije koji koristi za testiranje i analizu svakog procesa, kao i za kontrolu kvaliteta hemijskih rastvora sa hemijom i instrumentima za ispitivanje kvaliteta proizvoda od strane
Ljudi su također pitani:
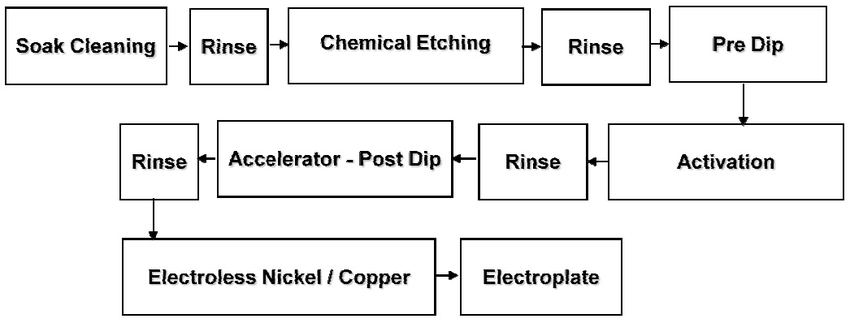
Čišćenje
Uklanja masnoću, otiske prstiju i nečistoće koje bi inače loše utjecale na prianjanje.
Priprema površine
Površinski regenerator, koji je pripremljen od posebnih kiselina, transformiše
strukturu plastične površine na takav način da se može postići jaka adhezija
između njega i hemikalije nikla/bakra.Ovo kondicioniranje je važan korak
hemijski tretman plastike za galvanizaciju.Defekti povezani sa lošim prianjanjem uglavnom su uzrokovani kondicioniranjem površine.
Površinska aktivacija
Površinski aktivator sadrži paladijum, koji se pričvršćuje za površinu
plastika.Komponenta se zatim uranja u akcelerator da se ukloni a
zaštitni film sa površine paladija.
Bezelektrično taloženje nikla
Aktivirana komponenta se zatim uranja u bezelektrični rastvor nikla, koji
nanosi tanak sloj metala preko cijele plastične podloge.Ovaj metal
sloj tada postaje provodnik za naknadnu galvanizaciju.
Elektrolitičko bakreno prevlačenje
Elektrolitička obrada, nikl i hrom
Pravilno sušenje smole
ABS se mora prethodno osušiti 2-3 sata na 80-85 °C prije oblikovanja
Odgovarajuće brzine punjenja
Male komponente do 90 g: 5–7 sekundi
Velike komponente preko 90 g: do 25 sekundi
Pravilna temperatura topljenja: 245–270 °C
Previše niska temperatura taljenja uzrokuje unutrašnje naprezanje, što dovodi do neujednačenog jetkanja i neuspjeha pri termičkom cikličnom testu
Previsoka temperatura topljenja može uzrokovati degradaciju materijala i slabu adheziju
Odgovarajuća temperatura kalupa: 65–80 °C
Previše hladan kalup će uzrokovati da se plastika ljušti.Materijal koji udari o zid kalupa se stvrdne i vrući materijal ispod njega teče, stvarajući površinski efekt kože koji može uzrokovati delaminaciju
Pravilno vrijeme hlađenja: do 30 sekundi
Duže vrijeme hlađenja povećava rizik od unutrašnjih naprezanja
Visoko polirani kalup
Loše površine kalupa mogu uzrokovati defekte u oblikovanom dijelu
Sadržaj vlage u materijalu<0,02%
Dizajnirajte kapije/kalupe za protok bez napetosti u kalupu
Plateable ABS/PC
Mogućnost regala
Sve veća popularnost upotrebe plastike i plastičnih kompozita u širokom spektru proizvodnih procesa dovela je i do veće potražnje za plastifikacijom.Plastika sa metalnom površinom poboljšava izgled materijala i stvara utisak višeg kvaliteta.Kao rezultat toga, često se bira kada se želi visoko dekorativni izgled.
Dodatno, nanošenje plastike može biti efikasno sredstvo za zaštitu podloge od sila korozije i učiniti je otpornijom na oštećenja od hemikalija koje se koriste u procesu proizvodnje.U nekim slučajevima, nanošenje plastike može povećati čvrstoću i otpornost na habanje podloge.
Kao što smo vidjeli u automobilskoj industriji, važna prednost plastificiranja je da može značajno poboljšati izgled podloge.Većina industrijske plastike obično ima zatamnjenu završnu obradu.Iako bojanje plastike može učiniti vizualno privlačnijom, ona ipak neće proizvesti svijetli, sjajni izgled kakav žele mnogi vlasnici proizvoda.Iako je hromiranje dugo bila popularna tehnika u automobilskim aplikacijama, potencijalne opasnosti po zdravlje koje predstavlja proces heksavalentnog hromiranja navele su mnoge dobavljače završne obrade metala da koriste sigurnije alternative, posebno niklovanje.
Pored izgleda, nanošenje na plastiku nudi nekoliko drugih prednosti za fizičke karakteristike predmeta:
Otpornost na koroziju i hemikalije: Plastika na plastiku može biti efikasno sredstvo za zaštitu podloge od sila korozije i učiniti je otpornijom na oštećenja od hemikalija koje se koriste u procesu proizvodnje.
Povećana provodljivost: Galvanizacija također može dati neprovodnoj plastičnoj površini sposobnost da provodi električnu energiju, svojstvo koje je neprocjenjivo za proizvođače elektronskih dijelova i komponenti koje se koriste u automobilima, avionima i mnoštvu drugih proizvoda.Metalni premaz također može reflektirati potencijalno štetnu svjetlost daleko od površine plastične podloge i služiti kao zaštitna barijera protiv štetnih plinova i korozije.Dodatno, metalizacija može pomoći u kontroli rasipanja energije.
Povećana čvrstoća konstrukcije:Galvanizacija može poboljšati ukupnu strukturnu čvrstoću dijela radi veće izdržljivosti.Ova dodatna čvrstoća je jedna od glavnih prednosti galvanizacije na plastiku.Ako je vaš cilj snaga, nikliranje može biti dobar izbor jer nikl može odoljeti koroziji i produžiti vijek trajanja proizvoda.
Stabilan i nizak otpor kontakta:Osim otpornosti na koroziju, oplata također može smanjiti otpornost na kontakt, tako da možete povećati otpornost dijela na habanje, kemikalije i koroziju.
RFI i EMI zaštita: Elektronski uređaji oslobađaju elektromagnetne smetnje (EMI) i radiofrekventne smetnje (RFI), koje doprinose prekidima signala i kvarovima opreme.Pokrivanje dodaje sloj zaštite koji blokira ove štetne EMI i RFI talase.
Postavljanje na plastiku je odličan način za povećanje izdržljivosti u nizu različitih okruženja.Nudi zaštitu za svakodnevno nošenje od kontakta, kao i robusniju odbranu od hemikalija i smetnji.U međuvremenu, strukturalni integritet je značajna prednost u mnogim aplikacijama, a dodavanje provodljivosti plastici je odličan način da se poveća fleksibilnost dizajna dijela uz zadržavanje isplative prirode plastične konstrukcije.
Postoje različiti uslovi tokom oblikovanja, rukovanja ipozlaćivanjeplastičnih komponenti koje potencijalno mogu dovesti do nesavršenosti u gotovom proizvodu.Razumijevanje uzroka nekih uobičajenih nesavršenosti može pomoći u identifikaciji osnovnih uzroka ovih nesavršenosti i djelotvornoj implementaciji korektivnih mjera u cijelom lancu nabavke.
Splay
Razmak je skup pukotina, mrlja ili oznaka, vidljivih na obloženom dijelu.Iako je vidljiv samo jednom kada se obloži, to je uzrokovalo moje probleme s oblikovanjem;Zarobljena vlaga u plastici može doći na površinu tokom procesa oblaganja, uzrokujući raspršivanje.
Flash
Blic je izbočina od plastike na rubu dijela.Bljesak na oblikovanoj komponenti često ostaje neprimijećen sve dok komponenta nije obložena, jer se oplata nakuplja na izbočini.Ova nakupina ploča može učiniti ivicu dijela oštrim, a također može ometati pristajanje i izgled.Ova nesavršenost je uzrokovana tokom oblikovanja zbog viška plastike ili se komponenta ne lomi čisto od kalupa.
Plikovi
Plikovi, kao i stanje kože, su vazdušni džepovi ispod kože - u ovom kontekstu, između plastike i metalnog naslaga.Kao i prskanje, plikovi mogu biti uzrokovani vlagom zarobljenom unutar oblikovane komponente;međutim, mjehurići se mogu uzrokovati i tokom procesa oblaganja, između slojeva metalnih naslaga.Da biste utvrdili uzrok mjehura, prerežite i ogulite žulj.Ako potječe od plastike, a donja strana blistera ima plastiku koja se odvojila od komponente, blister je rezultat vlage zarobljene u kalupu.
Ogrebotine i udubljenja
Ogrebotine i udubljenja mogu nastati tokom oblikovanja ili rukovanja (neobrađenog ili obloženog dijela).Iako će ploča generalno izvršiti dolaznu reviziju na oblikovanim komponentama za oblaganje, neke ogrebotine ili udubljenja na plastici možda neće biti odmah očigledne, ili se sirovi dijelovi mogu izgrebati tokom rukovanja.Ogrebotine i udubljenja se takođe mogu pojaviti tokom rukovanja post-pločom;po dubini ogrebotine ili udubljenja i naslaga ploče na tom području može se utvrditi da li je nesavršenost površinska ili u osnovnom materijalu.
Dry Down
Sušenje je oštećeno oplatom i događa se tokom procesa nanošenja kada dio postane previše suv između metalnih naslaga.Ovo se može izbjeći pažljivom kontrolom procesa obrade plastifikacije.
Warp
Warp je dimenzionalno izobličenje komponente i može se pojaviti u nekoliko faza proizvodnog procesa.Greške u kalupu mogu uzrokovati deformaciju, a krivljenje također može biti uzrokovano izlaganjem ekstremnim temperaturama, neispravnim namještanjem dijela ili nepravilnim rukovanjem dijelom.
Skip plate
Skip ploča je odsustvo oplate na površini—osnovni materijal je izložen.Može biti uzrokovana kontaminantima na površini dijela, koji sprječavaju taloženje oplata na površini dijela.Osiguravanje da se sirovim dijelovima pravilno rukuje i da ne budu površinski zagađivači može smanjiti pojavu skip ploče.
akrilonitril-butadien-stiren (ABS)
Akrilonitril butadien stiren (ABS) je termoplastični polimer koji se široko smatra prvim plastičnim materijalom koji se koristi za galvanizaciju.Proces je posebno razvijen za automobilsku industriju 1960-ih i još uvijek se prakticira danas.
Da – svoje plastične dijelove možete tretirati u hromiranim (metalnim) bojama.Naša završna obrada u boji uključuje galvanizaciju, tako da je izdržljivija i robusnija od same završne obrade sprejom.Dakle, ako želite da vaša plastična kontrolna tabla bude u boji, ali da i dalje ima dubinu i sjaj hromirane završne obrade – možete!
| Proces | Opis |
| Proces/e hromiranja plastike za nemetalne (i ne ABS*) dijelove | Prvo proces metalizacije.Zatim 'Triple Chrome'. Ogledalo hromirano. Jaka struktura bakra, nikla, hroma |
| Proces za ABS* plastiku | Proces pripreme specijalnog dijela, zatim 'Triple Chrome' pozlaćen.Ogledalo hromirano. Jaka struktura bakra, nikla, hroma. |
| Vakuumsko premazivanje (vakuumsko metaliziranje) | Premaz nalik na hrom (ne pravi hrom) pomoću vakuumske tehnologije. Svijetla, tanka, srebrna završna obrada. Tanki zidni premaz – može biti podložan oštećenju.Može biti adekvatan za neke svrhe. |
| Sprej hrom | Farbano (bazirano na hibridu boje i hemijske završne obrade). Može se skoro podudarati s hromom, ali sklon varijacijama zbog mješavine boja i metoda. Trajnost je slična boji u 2 pakovanja. |
Proces nanošenja hromirane plastike
Korak 1 – Graviranje.Dio uranjamo u rezervoar koji sadrži mješavinu koncentrirane sumporne i kromne kiseline.
Korak 2 – Neutralizacija.
Korak 3 – Kataliziranje i ubrzanje.
Korak 4 – Pokrivanje bez elektronike.
Korak 5 – Elektroplastika.
Korak 6 – Inspekcija kvaliteta.
Pravi hrom, definitivno možete polirati i navlažiti brušenje da vratite završni sloj.Lažni hrom (plastična folija ili hromirani) može se polirati, ali na najlakši način.
kao metal,plastika može biti i hromirana.Za ovu metodu, morat ćete poslati plastične dijelove kojima želite dodati hrom za oplatu.Theplating companypremazat će vaš dio slojevima nikla i bakra prije nego što nanese hrom.
Proces nanošenja tankih metalnih folija na ABS podloge uključuje mnoge korake kao nprpovršinska aktivacija, jetkanje, katalizacija, elektrobezložno taloženje, galvanizacija i čišćenje površine...