Műanyag krómozási eljárás
CheeYuen – A galvanizálás vezető gyártója a műanyag helyett
Lenniegyablakos megoldásszolgáltatóA CheeYuen számos tapasztalt műszaki tehetséggel és korszerű létesítményekkel büszkélkedhet, amelyek lehetővé teszik számunkra, hogy kiváló minőségű, tartós krómozott felületeket biztosítsunk különböző méretű és formájú műanyag alkatrészeken.Mindeközben ügyfeleinknek személyre szabott szolgáltatást is tudunk kínálni, az alkatrész összetettségétől vagy méretétől függetlenül.
Jelenleg olyan jól ismert márkák számára szállítunk galvanizáló és festett autóipari és háztartási gépek díszítőelemeket, mint a General Motors, Ford, Fiat Chrysler, Volvo, Volkswagen, Tata, Mahindra, Toyota, Tesla, Delonghi, Grohe, American Standard, stb.
Az elmúlt 54 év során több mint 80 híres autóipari és berendezési ügyfelet szolgáltunk ki 30 különböző országban és régióban.
Vevőink nagy dicséretben és elismerésben részesültünk versenyképes árunk, megbízható minőségi teljesítményünk, valamint rugalmas és pontos szállításunk tekintetében.
Kérjük, lépjen kapcsolatba velünk még ma, ha többet szeretne megtudni rólunkműanyag krómozási szolgáltatás és hogyan segíthetünk Önnek elérni a tökéletes felületet a műanyag alkatrészekhez.
Krómozás a műanyag alkatrészeken
CheeYuentöbb krómozott vonallal rendelkezik egy tető alatt, így rugalmas lehetőségeket kínál, függetlenül attól, hogy milyen alkatrészre van szükség.Végtelen színválasztékkal, egyedi alkalmazásokkal, textúrákkal és fenntartható folyamatfejlesztésekkel folyamatosan bővítjük képességeinket, és ügyfeleink számára termékeikhez a lehető legnagyobb rugalmasságot biztosítjuk.
Galvanizálási alkalmazásunkat és eljárásunkat több mint 50 éve fejlesztettük ki.Nemcsak arra fektetjük a hangsúlyt, hogy ügyfeleinknek a legjobb minőségű terméket bizonyítsuk, hanem mindent megteszünk a környezet védelmében is, hogy vállalkozásunk fenntarthatóságát elérjük.
Ennél a szolgáltatásnál a környezetvédelemért is felelősek vagyunk, és megfelelünk az ROHS-előírásnak azáltal, hogy környezetbarát vegyi anyagokat használunk, amelyekháromértékű krómozás (Háromértékű króm)vagy (Cr3+) a folyamatunkban.Csapatunk elkötelezett amellett, hogy ügyfeleinknek a legmagasabb szintű szakmai támogatást nyújtsuk, és csökkentsük a környezetkárosító hatásokat.






Szatén króm




Fényes nikkel





Galvanizált ajtókárpit háromértékű krómmal

Automatikus ajtó gomb

Krómozott műanyag autóalkatrészek
Miért válassz minket?
Globális vezető a műanyag krómozással foglalkozó vállalatokban! Termékeink kiválasztása nem csak egy alkatrészt jelent;ez az innováció, a minőség és a kiváló szolgáltatás tökéletes keveréke.Meggyőződésünk, hogy a CheeYuen műanyag galvanizálás gyártója az Ön által keresett nagyon együttműködő partner.

Több mint 54 éves tapasztalattal rendelkezik a műanyag krómozási iparban

Automatikus krómozási eljárásunk van

Teljes gyártási folyamattal rendelkezünk

A termék minősége megfelel a nemzetközi szabványoknak
Bevonat műanyag vonalra Lehetőségek
A tisztítószer tartály mérete az automatikus bevonatsorhoz 3000 * 1200 * 1500 MM
A tisztítószer tartály mérete a kör alakú bevonatsorhoz 750 * 900 * 1500 MM
Évente 1 500 000 négyzetméter műanyag bevonat kapacitással
Jellemző bevonat vastagság az autóipari díszítőelemekhez:
Réz 10-30 um
Nikkel 5-15um
Króm 0,1-0,3 um
Megjegyzések: Vevői vagy alkatrészigény szerint módosíthatjuk a bevonat gondolkodásmódját.
Anyag, amit bevonhatunk:
ABS
ABS/PC
PA6
PA66
Galvanizálási felületek:
Világos króm
Szatén króm
Fekete króm
Szatén nikkel
Króm kefével
Szatén nikkel ecsettel
Króm gravírozással


Minőségi tesztelés
A termékminőség biztosítása és az ügyfelek bizalmának növelése érdekében ellenőrző rendszerünk van, amely minden folyamat tesztelésére és elemzésére, valamint a kémiai oldatok minőségének ellenőrzésére kémiával és a termékek minőségének tesztelésére szolgáló eszközökkel rendelkezik.
Az emberek azt is kérdezték:
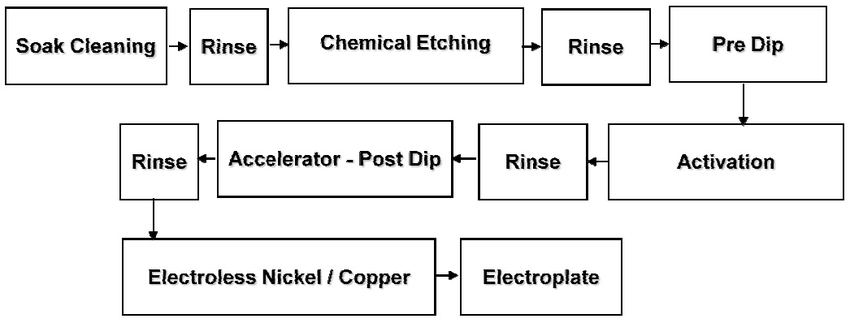
Tisztítás
Eltávolítja a zsírt, az ujjlenyomatokat és a szennyeződéseket, amelyek egyébként rosszul befolyásolnák a tapadást.
Felület előkészítés
A speciális savakból készült felületkondicionáló átalakítja a
a műanyag felület szerkezetét úgy, hogy erős tapadás érhető el
közte és a nikkel/réz vegyszer között.Ez a kondicionálás egy fontos lépés
műanyagok kémiai kezelése galvanizáláshoz.A rossz tapadáshoz kapcsolódó hibákat többnyire a felület kondicionálása okozza.
Felszíni aktiválás
A felületi aktivátor palládiumot tartalmaz, amely a felületéhez tapad
a műanyag.Ezután az alkatrészt egy gyorsítóba merítik, hogy eltávolítsák a
védőfólia a palládium felületéről.
Elektromos nikkel leválasztás
Az aktivált komponenst ezután elektromentes nikkeloldatba merítik, amely
vékony fémréteget rak le a teljes műanyag felületre.Ezt a fémet
réteg ezután a későbbi galvanizálás vezetőjévé válik.
Elektrolitikus rézbevonat
Elektrolitikus bevonat, nikkel és króm
A gyanta megfelelő szárítása
Az ABS-t 2-3 órán keresztül 80-85 °C-on elő kell szárítani a formázás előtt
Megfelelő töltési sebességek
Kis alkatrészek 90 g-ig: 5-7 mp
90 g feletti nagy alkatrészek: akár 25 másodpercig
Megfelelő olvadási hőmérséklet: 245–270 °C
A túl hideg olvadékhőmérséklet belső feszültséget okoz, ami egyenetlen maratáshoz és hőciklus-teszt meghibásodásához vezet
A túl meleg olvadékhőmérséklet az anyag lebomlását és gyenge tapadást okozhat
Megfelelő formahőmérséklet: 65-80 °C
A túl hideg penész hatására a műanyag lepattogzik.A penészfalat megütő anyag megkeményedik, az alatta lévő forró anyag pedig lefolyik, ami felületi bőrhatást kelt, ami leválást okozhat
Megfelelő hűtési idő: akár 30 mp
A hosszabb hűtési idő növeli a belső feszültségek kockázatát
Erősen polírozott forma
A rossz formafelületek hibás formát okozhatnak a fröccsöntött alkatrészben
Anyag nedvességtartalma<0,02%
Tervezési kapuk/öntőformák a feszültségmentes penészáramláshoz
Lemezhető ABS/PC
Állványozási lehetőség
A műanyagok és műanyag kompozitok felhasználásának növekvő népszerűsége a gyártási folyamatok széles skálájában a műanyag bevonat iránti kereslet növekedéséhez is vezetett.A műanyag fémfelülettel történő bevonása javítja az anyag megjelenését és jobb minőség benyomását kelti.Ennek eredményeként gyakran választják, amikor rendkívül dekoratív megjelenésre van szükség.
Ezenkívül a műanyag bevonat hatékony eszköz lehet az alapfelület korróziós erőkkel szembeni védelmére, és ellenállóbbá teheti azt a gyártási folyamatban használt vegyszerek okozta károsodásokkal szemben.Egyes esetekben a műanyag bevonat növelheti az aljzat szilárdságát és kopásállóságát.
Amint azt az autóiparban láttuk, a műanyag bevonat egyik fontos előnye, hogy jelentősen javíthatja az aljzat megjelenését.A legtöbb ipari műanyag általában fénytelen.Bár a műanyag színezése látványosabbá teheti azt, mégsem hozza azt a fényes, fényes megjelenést, amelyre sok terméktulajdonos vágyik.Míg a krómozás régóta népszerű technika az autóipari alkalmazásokban, a hat vegyértékű krómozási eljárás által jelentett potenciális egészségügyi veszélyek sok fémmegmunkáló szolgáltatót arra késztettek, hogy biztonságosabb alternatívákat, különösen a nikkelezést alkalmazzák.
A megjelenés mellett a műanyagra való bevonás számos egyéb előnnyel is jár a tárgy fizikai jellemzői szempontjából:
Korrózió és vegyszerállóság: A műanyag bevonat hatékony eszköz lehet az alapfelület korróziós erőkkel szembeni védelmére, és ellenállóbbá teheti a gyártási folyamat során használt vegyi anyagok okozta károsodásokkal szemben.
Fokozott vezetőképesség: A galvanizálás egy nem vezető műanyag felületet is képes elektromos áramot vezetni, ami felbecsülhetetlen értékű az autókban, repülőgépekben és sok más termékben használt elektronikai alkatrészek és alkatrészek gyártói számára.A fémbevonat a potenciálisan káros fényt is visszaverheti a műanyag hordozó felületéről, és védőgátként szolgálhat a káros gázokkal és a korrózióval szemben.Ezenkívül a fémezés segíthet az energiaeloszlás szabályozásában.
Megnövelt szerkezeti szilárdság:A galvanizálás javíthatja az alkatrész általános szerkezeti szilárdságát a nagyobb tartósság érdekében.Ez a megnövelt szilárdság a műanyagra történő galvanizálás egyik legnagyobb előnye.Ha az erősség a cél, a nikkelezés jó választás lehet, mivel a nikkel ellenáll a korróziónak és javítja a termékek élettartamát.
Stabil és alacsony érintkezési ellenállás:A bevonat a korrózióállóság mellett csökkentheti az érintkezési ellenállást is, így növelheti az alkatrész kopással, vegyszerekkel és korrózióval szembeni ellenállását.
RFI és EMI védelem: Az elektronikus eszközök elektromágneses interferenciát (EMI) és rádiófrekvenciás interferenciát (RFI) bocsátanak ki, amelyek hozzájárulnak a jelek megszakadásához és a berendezések hibás működéséhez.A bevonat védelmi réteggel egészíti ki ezeket a káros EMI- és RFI-hullámokat.
A műanyagra való bevonat nagyszerű módja a tartósság növelésének számos különböző környezetben.Védelmet nyújt a mindennapi viselethez az érintkezés ellen, valamint robusztusabb védelmet nyújt a vegyi anyagok és az interferencia ellen.Eközben a szerkezeti integritás jelentős előnyt jelent számos alkalmazásban, és a vezetőképesség növelése a műanyaghoz nagyszerű módja annak, hogy növeljük az alkatrész tervezési rugalmasságát, miközben megőrizzük a műanyag konstrukciók költséghatékony jellegét.
A formázás, kezelés, illgalvanizálásműanyag alkatrészeket, amelyek potenciálisan a késztermék tökéletlenségéhez vezethetnek.A gyakori hiányosságok okainak megértése segíthet a hiányosságok kiváltó okainak azonosításában és a korrekciós intézkedések hatékony végrehajtásában a teljes ellátási láncban.
Ellapult
A kihagyás törések, marok vagy nyomok halmaza, amely egy bevonatos részen látható.Bár csak bevonattal látható, ez okozza a formázási problémáimat;a műanyagban megrekedt nedvesség a felületre kerülhet a bevonatolási folyamat során, és szóródást okozhat.
Vaku
A vaku egy műanyag nyúlvány az alkatrész szélén.A fröccsöntött alkatrész felvillanása gyakran észrevétlen marad egészen az alkatrész bevonása után, mert a bevonat felhalmozódik a kiemelkedésen.Ez a lemezfelhalmozódás élessé teheti az alkatrész szélét, és zavarhatja az illeszkedést és a megjelenést is.Ezt a tökéletlenséget a fröccsöntés során a felesleges műanyag okozza, vagy az alkatrész nem törik ki tisztán a formából.
Hólyagok
A hólyagok a bőr állapotához hasonlóan légzsákok a bőr alatt – ebben az összefüggésben a műanyag és a fémlerakódás között.A kifröccsenéshez hasonlóan a hólyagokat a fröccsöntött alkatrész belsejébe szorult nedvesség okozhatja;azonban hólyagok is keletkezhetnek a bevonási folyamat során, a fémlerakódás rétegei között.A hólyagképződés okának meghatározásához vágja vissza és húzza le a hólyagot.Ha a buborékfólia a műanyagtól származik, és a buborékfólia alsó oldalán műanyag van, amely elvált az alkatrésztől, akkor a buborékfólia az öntött nedvesség miatt keletkezett.
Karcolások és horpadások
Karcolások és horpadások keletkezhetnek formázás vagy kezelés során (a nyers vagy bevont alkatrészen).Míg a lemezelő általában elvégzi a bejövő ellenőrzést a formázott alkatrészeken a bevonatoláshoz, előfordulhat, hogy a műanyagon lévő egyes karcolások vagy horpadások nem tűnnek fel azonnal, vagy a nyers alkatrészek megkarcolódhatnak a kezelés során.Karcolások és horpadások is előfordulhatnak az utólemez kezelése során;a karcolás vagy horpadás mélységéből és a felületen lévő bevonatlerakódás alapján meg lehet állapítani, hogy a tökéletlenség felületi vagy az alapanyagban van-e.
Szárítson le
A kiszáradás rontott bevonat, és a bevonási folyamat során következik be, amikor az alkatrész túlságosan kiszárad a fémlerakódások között.Ez elkerülhető a lemezelési művelet gondos folyamatszabályozásával.
Warp
A vetemedés egy alkatrész mérettorzulása, amely a gyártási folyamat néhány szakaszában fordulhat elő.A fröccsöntési hibák vetemedést okozhatnak, és a vetemedést szélsőséges hőmérsékletnek való kitettség, az alkatrész helytelen beékelődése vagy az alkatrész helytelen kezelése is okozhatja.
Tányér kihagyása
A kihagyólemez a felület bevonásának hiánya – az alapanyag szabaddá válik.Okozhatja az alkatrész felületén lévő szennyeződések, amelyek megakadályozzák a bevonat lerakódását az alkatrész felületén.Ha gondoskodik a nyers alkatrészek megfelelő kezeléséről és a felületi szennyeződésektől mentesen, akkor csökkentheti az ugrólemezek előfordulását.
Akrilnitril-butadién-sztirol (ABS)
Az akrilnitril-butadién-sztirol (ABS) egy hőre lágyuló polimer, amelyet széles körben az első galvanizálásra használt műanyagként tartanak számon.Az eljárást kifejezetten az autóipar számára fejlesztették ki az 1960-as években, és ma is alkalmazzák.
Igen – a műanyag részeit krómszerű (fémes) színben is kezelheti.Színes felületkezelésünk galvanizálást is tartalmaz, így tartósabb és robusztusabb, mint a szórással végzett felületkezelés.Tehát ha azt szeretné, ha műanyag műszerfala színezett lenne, de még mindig megvan a króm bevonat mélysége és fénye – megteheti!
| Folyamat | Leírás |
| Műanyag krómozási eljárások nem fémes (és nem ABS*) alkatrészekhez | Először a fémezési folyamat.Ezután „Triple Chrome” bevonattal. Tükör króm kivitelben. Erős réz, nikkel, króm szerkezet |
| Eljárás ABS* műanyagokhoz | Speciális alkatrész-előkészítési folyamat, majd „Triple Chrome” bevonat.Tükör króm kivitelben. Erős réz, nikkel, króm szerkezet. |
| Vákuumos bevonat (vákuumos fémezés) | „Krómszerű” bevonat (nem valódi króm) vákuumtechnológiával. Fényes, vékony, ezüstös kivitel. Vékony falbevonat – hajlamos a sérülésekre.Bizonyos célokra megfelelő lehet. |
| Spray króm | Festett (festés és vegyi kikészítés hibridje alapján). Közel egyezik a krómmal, de hajlamos a változatosságra a színkeverés és a módszerek miatt. Tartóssága hasonló a 2 csomagos festékéhez. |
Króm műanyag bevonat eljárás
1. lépés – Rézkarc.Az alkatrészt tömény kén- és krómsav keveréket tartalmazó tartályba merítjük.
2. lépés – Semlegesítés.
3. lépés – katalizálás és gyorsítás.
4. lépés – Elektromosmentes bevonat.
5. lépés – Galvanizálás.
6. lépés – Minőségellenőrzés.
Valódi króm, minden bizonnyal polírozhat és nedves csiszolással helyreállíthatja a felületet.A hamis króm (műanyag fólia vagy krómozott) polírozható, de a legkönnyebb módon.
Mint a fém,a műanyag krómozott is lehet.Ennél a módszernél el kell küldenie azokat a műanyag alkatrészeket, amelyekhez krómozott bevonatot szeretne hozzáadni.Alemezelő cégnikkel- és rézréteggel vonja be az alkatrészt, mielőtt krómozza fel.
A vékony fémfóliák ABS szubsztrátumokra történő lerakásának folyamata számos lépésből áll, mint plfelületaktiválás, maratás, katalizálás, elektromos leválasztás, galvanizálás és felülettisztítás...