Plastmasas hromēšanas process
CheeYuen — vadošais galvanizācijas un plastmasas izstrādājumu ražotājs
Būdams avienas pieturas risinājumu nodrošinātājs, CheeYuen lepojas ar dažādiem pieredzējušiem tehniskajiem talantiem un mūsdienīgām iekārtām, kas ļauj nodrošināt augstas kvalitātes, izturīgu hromētu apdari dažāda izmēra un formas plastmasas detaļām.Tikmēr mēs varam arī piedāvāt klientiem īpaši pielāgotu pakalpojumu neatkarīgi no komponenta sarežģītības vai lieluma.
Šobrīd mēs piegādājam galvanizācijas un krāsošanas plastmasas automobiļu un sadzīves tehnikas dekoratīvās detaļas tādiem labi zināmiem zīmoliem kā General motors, Ford, Fiat Chrysler, Volvo, Volkswagen, Tata, Mahindra, Toyota, Tesla, Delonghi, Grohe, American Standard, utt.
Pēdējo 54 gadu laikā esam apkalpojuši vairāk nekā 80 slavenus automobiļu un iekārtu klientus 30 dažādās valstīs un reģionos.
Mēs esam izpelnījušies lielu klientu atzinību un atzinību mūsu konkurētspējīgās cenas, stabilas kvalitātes veiktspējas un elastīgas, kā arī precīzas piegādes ziņā.
Lūdzu, sazinieties ar mums jau šodien, lai uzzinātu vairāk par mūsuplastmasas hromēšanas pakalpojums un kā mēs varam jums palīdzēt sasniegt perfektu apdari jūsu plastmasas detaļām.
Plastmasas detaļu hromēšana
CheeYuenzem viena jumta ir vairākas hromētas līnijas, kas nodrošina elastīgas iespējas neatkarīgi no nepieciešamās detaļas izmēra.Izmantojot bezgalīgas krāsu iespējas, pielāgotas lietojumprogrammas, faktūras un ilgtspējīgu procesu attīstību, mēs turpinām paplašināt savas iespējas un nodrošināt saviem klientiem maksimālu elastību viņu produktiem.
Mūsu galvanizācijas pielietojums un process ir pilnveidots vairāk nekā 50 gadus.Mēs ne tikai cenšamies pierādīt saviem klientiem vislabākās kvalitātes produktu, bet arī cenšamies aizsargāt vidi, lai sasniegtu ilgtspējību savā biznesā.
Par šo pakalpojumu mēs esam atbildīgi arī par vides jautājumiem un atbilstam ROHS prasībām, izmantojot videi nekaitīgas ķīmiskas vielas, kas irtrīsvērtīgā hromēšana (Trīsvērtīgais hroms)vai (Cr3+) mūsu procesā.Mūsu komanda ir apņēmusies sniegt saviem klientiem visaugstākā līmeņa profesionālu atbalstu un samazināt kaitīgo ietekmi uz vidi.






Satīna hroms




Spilgts niķelis



Electroplatig cepeškrāsns korpusa vāks


Galvanizēta durvju apdare ar trīsvērtīgo hromu

Auto durvju rokturis

Plastmasas automašīnu daļu hromēšana
Kāpēc izvēlēties mūs?
Pasaules līderis plastmasas hromēšanas uzņēmumu jomā! Mūsu produktu izvēle nozīmē izvēlēties vairāk nekā tikai komponentu;tas ir ideāls inovāciju, kvalitātes un izcila servisa sajaukums.Mēs esam pārliecināti, ka CheeYuen plastmasas galvanizācijas ražotājs ir jūsu meklētais sadarbības partneris.

Ar vairāk nekā 54 gadu pieredzi plastmasas hromēšanas nozarē

Mums ir automātisks hromēšanas process

Mums ir pilns ražošanas process

Produkta kvalitāte atbilst starptautiskajiem standartiem
Pārklāšana uz plastmasas līnijas Iespējas
Šķīduma tvertnes izmērs automātiskajai apšuvuma līnijai ir 3000 * 1200 * 1500 MM
Šķīduma tvertnes izmērs apļveida pārklājuma līnijai ir 750 * 900 * 1500 MM
Ar 1 500 000 kvadrātmetru plastmasas pārklājuma jaudu gadā
Automobiļu dekoratīvo detaļu tipiskais pārklājuma biezums:
Vara 10-30 um
Niķelis 5-15 um
Hroms 0,1-0,3 um
Piezīmes: atkarībā no klienta vai detaļu pieprasījuma mēs varam pielāgot pārklājuma domāšanu.
Materiāls, ko varam pārklāt:
ABS
ABS/PC
PA6
PA66
Galvanizācijas apdare:
Spilgts hroms
Satīna hroms
Melns hroms
Satīna niķelis
Hromēts ar suku
Satīna niķelis ar suku
Hromēts ar gravējumu


Kvalitātes pārbaude
Lai nodrošinātu produktu kvalitāti un palielinātu klientu uzticību, mums ir pārbaudes sistēma, kas tiek izmantota, lai pārbaudītu un analizētu katru procesu, kā arī kontrolētu ķīmisko šķīdumu kvalitāti, izmantojot ķīmiju un instrumentus produktu kvalitātes pārbaudei.
Cilvēki arī jautāja:
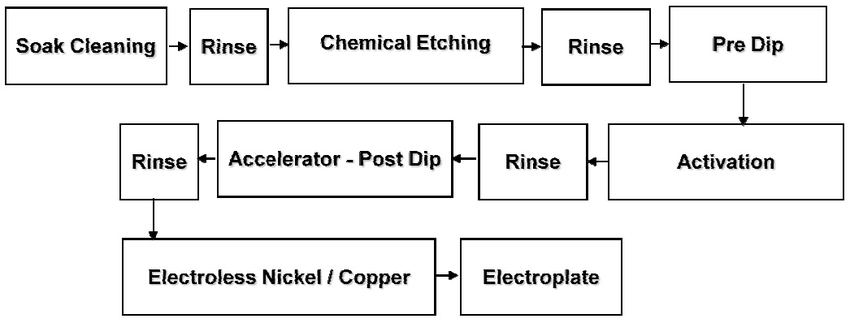
Tīrīšana
Noņem taukus, pirkstu nospiedumus un netīrumus, kas citādi slikti ietekmētu saķeri.
Virsmas sagatavošana
Virsmas kondicionieris, kas sagatavots no īpašām skābēm, pārveido
plastmasas virsmas struktūra tā, lai varētu iegūt spēcīgu saķeri
starp to un ķīmisko niķeli/varu.Šī kondicionēšana ir svarīgs solis
plastmasas ķīmiskā apstrāde galvanizācijai.Defektus, kas saistīti ar sliktu adhēziju, galvenokārt izraisa virsmas kondicionēšana.
Virsmas aktivizēšana
Virsmas aktivators satur palādiju, kas piestiprinās pie virsmas
plastmasu.Pēc tam komponentu iegremdē akseleratorā, lai noņemtu a
aizsargplēve no pallādija virsmas.
Niķeļa nogulsnēšana bez elektrības
Pēc tam aktivēto komponentu iegremdē bezelektroniskā niķeļa šķīdumā, kas
uzklāj plānu metāla kārtu pa visu plastmasas pamatni.Šis metāls
slānis pēc tam kļūst par vadītāju turpmākajai galvanizācijai.
Elektrolītiskā vara pārklāšana
Elektrolītiskais pārklājums, niķelis un hroms
Pareiza sveķu žāvēšana
Pirms formēšanas ABS iepriekš jāžāvē 2–3 stundas 80–85 °C temperatūrā
Pareizs uzpildes ātrums
Mazie komponenti līdz 90 g: 5–7 sek
Lielas sastāvdaļas virs 90 g: līdz 25 sekundēm
Pareiza kušanas temperatūra: 245–270 °C
Pārāk auksta kausējuma temperatūra izraisa iekšējo spriegumu, izraisot nevienmērīgu kodināšanu un termiskā cikla testa kļūmi
Pārāk karsta kausējuma temperatūra var izraisīt materiāla noārdīšanos un vāju adhēziju
Pareiza pelējuma temperatūra: 65–80 °C
Pārāk auksta pelējuma dēļ plastmasa pārslās.Materiāls, kas atduras pret pelējuma sieniņu, sacietē un karstais materiāls zem tā plūst, radot virsmas ādas efektu, kas var izraisīt atslāņošanos
Pareizs dzesēšanas laiks: līdz 30 sekundēm
Ilgāks dzesēšanas laiks palielina iekšējo spriegumu risku
Augsti pulēta veidne
Sliktas veidņu virsmas var izraisīt formētās daļas defektus
Materiāla mitruma saturs<0,02%
Dizaina vārti/veidnēs spriegojuma brīvai veidņu plūsmai
Pārklājams ABS/PC
Iespēja plaukts
Pieaugošā plastmasas un plastmasas kompozītmateriālu izmantošanas popularitāte dažādos ražošanas procesos ir izraisījusi arī lielāku pieprasījumu pēc plastmasas pārklājuma.Plastmasas pārklāšana ar metāla virsmu uzlabo materiāla izskatu un rada augstākas kvalitātes iespaidu.Rezultātā tas bieži tiek izvēlēts, ja ir vēlams ļoti dekoratīvs izskats.
Turklāt plastmasas pārklājums var būt efektīvs līdzeklis, lai aizsargātu pamatni pret korozijas spēkiem un padarītu to izturīgāku pret bojājumiem, ko rada ražošanas procesā izmantotās ķīmiskās vielas.Dažos gadījumos plastmasas pārklājums var palielināt pamatnes izturību un nodilumizturību.
Kā mēs esam redzējuši automobiļu rūpniecībā, svarīgs plastmasas pārklājuma ieguvums ir tas, ka tas var ievērojami uzlabot pamatnes izskatu.Lielākajai daļai rūpniecisko plastmasu ir raksturīga blāva apdare.Lai gan plastmasas iekrāsošana var padarīt to vizuāli pievilcīgāku, tā joprojām neradīs spilgtu, spīdīgu izskatu, kādu vēlas daudzi produktu īpašnieki.Lai gan pārklāšana ar hromu jau sen ir bijusi populāra tehnika automobiļu lietojumos, sešvērtīgā hroma pārklāšanas procesa radītais iespējamais veselības apdraudējums ir licis daudziem metāla apdares pakalpojumu sniedzējiem izmantot drošākas alternatīvas, jo īpaši niķeļa pārklājumu.
Papildus izskatam plastmasas pārklājums piedāvā vairākas citas priekšrocības preces fiziskajām īpašībām:
Korozijas un ķīmiskā izturība: Plastmasas pārklājums var būt efektīvs līdzeklis, lai aizsargātu pamatni pret korozijas spēkiem un padarītu to izturīgāku pret ražošanas procesā izmantoto ķīmisko vielu radītajiem bojājumiem.
Paaugstināta vadītspēja: Galvanizācija var arī dot nevadošai plastmasas virsmai spēju vadīt elektrību, kas ir nenovērtējams īpašums automobiļos, lidmašīnās un daudzos citos izstrādājumos izmantoto elektronisko detaļu un komponentu ražotājiem.Metāla pārklājums var arī atstarot potenciāli kaitīgu gaismu prom no plastmasas pamatnes virsmas un kalpot kā aizsargbarjera pret kaitīgām gāzēm un koroziju.Turklāt metalizācija var palīdzēt kontrolēt enerģijas izkliedi.
Paaugstināta konstrukcijas izturība:Galvanizācija var uzlabot daļas kopējo konstrukcijas izturību, lai nodrošinātu lielāku izturību.Šī papildu izturība ir viena no galvenajām priekšrocībām, ko sniedz galvanizācija uz plastmasas.Ja jūsu mērķis ir stiprība, niķeļa pārklājums var būt laba izvēle, jo niķelis var izturēt koroziju un uzlabot izstrādājumu kalpošanas laiku.
Stabila un zema kontakta pretestība:Papildus izturībai pret koroziju, apšuvums var arī samazināt kontakta pretestību, lai jūs varētu palielināt daļas izturību pret nodilumu, ķīmiskām vielām un koroziju.
RFI un EMI aizsardzība: Elektroniskās ierīces izdala elektromagnētiskos traucējumus (EMI) un radiofrekvenču traucējumus (RFI), kas veicina signāla pārtraukumus un iekārtu darbības traucējumus.Pārklāšana pievieno aizsardzības slāni, lai bloķētu šos kaitīgos EMI un RFI viļņus.
Pārklāšana uz plastmasas ir lielisks veids, kā palielināt izturību dažādās vidēs.Tas nodrošina aizsardzību ikdienas valkāšanai no saskares, kā arī stingrāku aizsardzību pret ķīmiskām vielām un traucējumiem.Tikmēr konstrukcijas integritāte ir būtiska priekšrocība daudzos lietojumos, un vadītspējas pievienošana plastmasai ir lielisks veids, kā palielināt detaļas dizaina elastību, vienlaikus saglabājot plastmasas konstrukcijas rentablu raksturu.
Formēšanas, apstrādes un apstrādes laikā ir dažādi apstākļiapšuvumsplastmasas detaļām, kas potenciāli var izraisīt gatavā produkta nepilnības.Dažu izplatīto nepilnību cēloņu izpratne var palīdzēt noteikt šo nepilnību pamatcēloņus un efektīvi īstenot korektīvos pasākumus visā piegādes ķēdē.
Spēlēt
Slaids ir lūzumu, maršu vai atzīmju kopa, kas redzama uz pārklājuma daļas.Lai gan tas ir redzams tikai pēc pārklājuma, tas ir izraisījis manas formēšanas problēmas;plastmasā ieslodzītais mitrums var nonākt virspusē apšuvuma procesā, izraisot izplešanos.
Zibspuldze
Zibspuldze ir plastmasas izvirzījums uz daļas malas.Zibspuldze uz formētās detaļas bieži paliek nepamanīta līdz brīdim, kad komponents ir pārklāts, jo pārklājums uzkrājas uz izvirzījuma.Šī plāksnes uzkrāšanās var padarīt detaļas malu asu, kā arī var traucēt piemērotību un izskatu.Šo nepilnību veido formēšanas laikā liekā plastmasa vai daļa, kas tīri neizlūst no veidnes.
Blisteri
Blisteri, tāpat kā ādas stāvoklis, ir gaisa kabatas zem ādas - šajā kontekstā starp plastmasas un metāla nogulsnēm.Tāpat kā izšļakstīšanās, pūslīšus var izraisīt mitrums, kas ieslodzīts veidnē;tomēr tulznas var rasties arī apšuvuma procesā, starp metāla nogulšņu slāņiem.Lai noteiktu tulznas cēloni, sagrieziet un noņemiet tulznu atpakaļ.Ja tā izcelsme ir plastmasā un blistera apakšpusē ir plastmasa, kas ir atdalījusies no sastāvdaļas, blistera veidošanās cēlonis ir mitruma ieslodzījums veidnē.
Skrāpējumi un iespiedumi
Skrāpējumi un iespiedumi var rasties formēšanas vai apstrādes laikā (neapstrādātai vai pārklātai daļai).Lai gan plāksteris parasti veic pārklāšanas veidņu detaļu ienākošo pārbaudi, daži skrāpējumi vai iespiedumi plastmasā var nebūt uzreiz pamanāmi, vai arī apstrādes laikā var tikt saskrāpētas neapstrādātas detaļas.Skrāpējumi un iespiedumi var rasties arī apstrādājot pēcplāksni;pēc skrāpējuma vai iespieduma dziļuma un pārklājuma nogulsnes uz vietas var noteikt, vai nepilnība ir virspusēja vai pamatmateriālā.
Nosusināt
Dry Down ir bojāts pārklājums, un tas notiek apšuvuma procesā, kad daļa kļūst pārāk sausa starp metāla nogulsnēm.No tā var izvairīties, rūpīgi kontrolējot apšuvuma darbību.
Velku
Izkropļojumi ir komponenta izmēru izkropļojumi, kas var rasties dažos ražošanas procesa posmos.Formēšanas kļūdas var izraisīt deformāciju, un deformāciju var izraisīt arī ekstrēma temperatūra, nepareiza daļas saspiešana vai nepareiza apiešanās ar daļu.
Izlaist plāksni
Izlaižamā plāksne ir pārklājuma neesamība uz virsmas — pamatmateriāls ir pakļauts.To var izraisīt piesārņotāji uz detaļas virsmas, kas neļauj apšuvumam nogulsnēties uz detaļas virsmas.Nodrošinot, ka neapstrādātas detaļas tiek pareizi apstrādātas un uz tām nav virsmas piesārņotāju, var samazināt izlaižamās plāksnes rašanos.
Akrilnitrils-butadiēns-stirols (ABS)
Akrilnitrila butadiēna stirols (ABS) ir termoplastisks polimērs, ko plaši uzskata par pirmo plastmasas materiālu, ko izmanto galvanizācijai.Šis process tika īpaši izstrādāts automobiļu rūpniecībai pagājušā gadsimta sešdesmitajos gados, un tas tiek praktizēts joprojām.
Jā – savas plastmasas detaļas varat apstrādāt hromam līdzīgās (metāla) krāsās.Mūsu krāsu apdare ietver galvanizāciju, tāpēc tā ir izturīgāka un izturīgāka nekā tikai ar izsmidzināšanu.Tātad, ja vēlaties, lai plastmasas paneļa apdare būtu krāsaina, taču tajā joprojām būtu hroma apdares dziļums un spīdums – varat!
| Process | Apraksts |
| Plastmasas hromēšanas process/-i nemetāliskām (un ne ABS*) daļām | Vispirms metalizācijas process.Pēc tam pārklājiet ar trīskāršu hromu. Spoguļa hroma apdare. Spēcīga vara, niķeļa, hroma struktūra |
| Process ABS* plastmasām | Īpašs detaļu sagatavošanas process, pēc tam pārklāts ar "Triple Chrome".Spoguļa hroma apdare. Spēcīga vara, niķeļa, hroma struktūra. |
| Vakuuma pārklājums (vakuuma metalizēšana) | “Hromam līdzīgs” pārklājums (nevis īsts hroms), izmantojot vakuuma tehnoloģiju. Spilgta, plāna, sudraba apdare. Plāns sienu pārklājums – var tikt bojāts.Var būt piemērots dažiem mērķiem. |
| Izsmidziniet hromu | Krāsots (pamatojoties uz krāsas un ķīmiskās apdares hibrīdu). Var būt gandrīz līdzīgs hromam, taču tas var mainīties krāsu sajaukuma un metožu dēļ. Izturība ir līdzīga 2 iepakojumu krāsai. |
Hromētas plastmasas pārklāšanas process
1. solis – kodināšana.Mēs iegremdējam daļu tvertnē, kurā ir koncentrētas sērskābes un hromskābes maisījums.
2. solis – neitralizācija.
3. solis – katalizēšana un paātrināšana.
4. darbība – pārklājums bez elektrības.
5. solis – galvanizācija.
6. solis – kvalitātes pārbaude.
Īsts hroms, jūs noteikti varat pulēt un slapjš smiltis, lai atjaunotu apdari.Viltus hromu (plastmasas plēvi vai hromētu) var pulēt, taču pēc iespējas vieglāk.
Kā metāls,plastmasu var arī hromēt.Izmantojot šo metodi, jums būs jānosūta plastmasas daļas, kurām vēlaties pievienot hromu pārklājumam.Theapšuvuma uzņēmumspārklās jūsu daļu ar niķeļa un vara slāņiem, pirms tā uzklās hromu.
Plānas metāla folijas uzklāšanas process uz ABS substrātiem ietver daudzas darbības, piemēram,virsmas aktivizēšana, kodināšana, katalizēšana, bezelektroniskā pārklāšana, galvanizācija un virsmu tīrīšana...