Kromata Plasta Procezo
CheeYuen- Gvida produktanto de Electroplating super Plasto Ĉirkaŭ Vi
Estante aunuhalta solvprovizanto, CheeYuen fanfaronas pri diversaj spertaj teknikaj talentoj kaj pintnivelaj instalaĵoj, ebligante nin provizi altkvalitajn, daŭrajn kromkovritajn finaĵojn sur plastaj komponantoj de diversaj grandecoj kaj formoj.Dume, ni ankaŭ kapablas oferti klientojn per tajlorita servo, sendepende de la komplekseco aŭ grandeco de la komponanto.
Nuntempe, ni liveras elektroteksadon kaj pentradon de plastaj aŭtomobilaj kaj hejmaj aparatoj dekoraciaj komponantoj por konataj markoj kiel Ĝeneralaj motoroj, Ford, Fiat Chrysler, Volvo, Volkswagen, Tata, Mahindra, Toyota, Tesla, Delonghi, Grohe, American Standard, ktp.
Dum la pasintaj 54 jaroj, ni servis pli ol 80 famajn aŭtajn kaj aparatojn klientojn en 30 malsamaj landoj kaj regionoj.
Ni ricevis grandan laŭdon kaj rekonon de klientoj laŭ nia konkurenciva prezo, solida kvalita agado kaj fleksebla kaj akurata livero.
Bonvolu kontakti nin hodiaŭ por lerni pli pri niaplasta kromata servo kaj kiel ni povas helpi vin atingi la perfektan finon por viaj plastaj komponantoj.
Chrome Plating sur Plastaj Partservoj
CheeYuenhavas multoblajn kromajn liniojn, ĉiuj sub unu tegmento, provizante flekseblajn eblojn, negrave kia parto estas bezonata.Kun senfinaj koloraj elektoj, kutimaj aplikoj, teksturoj kaj daŭrigeblaj procezaj evoluoj, ni daŭre vastigas nian kapablon kaj provizas niajn klientojn per la plej bona fleksebleco por iliaj produktoj.
Nia aplikaĵo kaj procezo de electroplating estis rafinitaj dum pli ol 50 jaroj.Ni ne nur emfazas pruvi la plej bonkvalitan produkton al nia kliento, sed ni ankaŭ provas nian eblon protekti la medion por atingi daŭripovon en nia komerco.
Por ĉi tiu servo, ni ankaŭ respondecas pri la medio-problemo kaj plenumas la postulon de ROHS per uzado de kemiaj substancoj afablaj por la medio, kiuj estastrivalenta kromado (Trivalenta Kromo)aŭ (Cr3+) en nia procezo.Nia teamo kompromitas doni al niaj klientoj la plej altan nivelon de profesia subteno kaj atingi redukti la damaĝajn efikojn al la medio.






Satena Chrome




Brila Nikelo





Electroplating Pordo Trim kun Trivalenta Chrome

Aŭtomata Porda Tenilo

Kromaj Plastaj Aŭtopartoj
Kial Elekti Nin?
Tutmonda Gvidanto en Plastaj Kromkovritaj Firmaoj! Elekti niajn produktojn signifas elekti pli ol nur komponanton;ĝi estas perfekta miksaĵo de novigo, kvalito kaj bonega servo.Ni estas konvinkitaj, ke CheeYuen plasta electroplating fabrikisto estas la tre kunlabora partnero kiun vi serĉas.

Kun pli ol 54-jara sperto en la industrio pri plasta kroma tegaĵo

Ni havas aŭtomatan kroman tegan procezon

Ni havas kompletan produktadprocezon

Produkta kvalito konformas al internaciaj normoj
Tegaĵo sur plasta linio Kapabloj
La solva tanko dimenson por aŭtomata teglinio estas 3000 * 1200 * 1500 MM
La solva tanko dimenson por cirkla tega linio estas 750 * 900 * 1500 MM
Kun 1,500,000 Kvadrataj metroj jare sur plasta tegkapablo
Tipa tega dikeco por aŭtaj dekoraciaj partoj:
Kupro 10-30 um
Nikelo 5-15um
Chrome 0.1-0.3um
Rimarkoj: Laŭ postulo de kliento aŭ parto, ni povas fari ĝustigon pri tegaĵo.
Materialo, kiun ni povas platigi:
ABS
ABS/komputilo
PA6
PA66
Finiĝoj de galvanoteksado:
Brila kromo
Satena kromo
Nigra kromo
Satena nikelo
Kromo kun brosado
Satena Nikelo kun brosado
Kromo kun gravuraĵo


Kvalita Testado
Por certigi produktan kvaliton kaj plibonigi klientan konfidon, ni havas inspektadan sistemon, kiu uzas por testi kaj analizi ĉiun procezon, kaj kontroli la kvaliton de kemiaj solvoj per kemio kaj instrumentoj por testi la kvaliton de produktoj per
Homoj Ankaŭ Demanditaj:
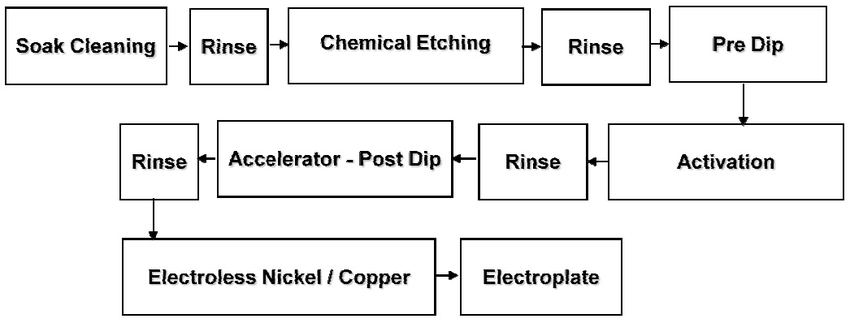
Purigado
Forigas grason, fingrospurojn kaj malpuraĵojn, kiuj alie malbone influus la adheron.
Surfaca preparado
La surfaca klimatizilo, kiu estas preparita el specialaj acidoj, transformas la
strukturo de la plasta surfaco tiel ke forta aliĝo povas esti akirita
inter ĝi kaj la kemia nikelo/kupro.Ĉi tiu kondiĉado estas grava paŝo en
la kemia traktado de plasto por electroplating.Difektoj ligitaj al malbona adhero estas plejparte kaŭzitaj de surfaca kondiĉado.
Surfaca aktivigo
La surfaca aktiviganto enhavas paladion, kiu ligas sin al la surfaco de
la plasto.La komponento tiam estas mergita en akcelilon por forigi a
protekta filmo de la surfaco de la paladio.
Senelektronikela deponaĵo
La aktivigita komponento tiam estas mergita en senelektronikela solvaĵo, kiu
deponas maldikan tavolon de metalo super la tuta plasta substrato.Ĉi tiu metalo
tavolo tiam iĝas la direktisto por posta electroplating.
Elektroliza kupra tegaĵo
Elektroliza tegaĵo, nikelo kaj kromo
Ĝusta sekigado de rezino
ABS devas esti antaŭ-sekigita dum 2-3 horoj je 80-85 °C antaŭ muldado.
Taŭgaj plenigrapidoj
Malgrandaj komponantoj ĝis 90 g: 5–7 sekundoj
Grandaj komponantoj pli ol 90 g: ĝis 25 sekundoj
Ĝusta fanda temperaturo: 245–270 °C
Tro malvarma degeltemperaturo kaŭzas internan streson, kondukante al neegala akvaforto kaj termika biciklada testfiasko
Tro varma fanda temperaturo povas igi la materialon degradi kaj doni malbonan adheron
Taŭga muldila temperaturo: 65–80 °C
Tro malvarma ŝimo igos la plaston skuiĝi.Materialo kiu trafas la ŝiman muron malmoliĝas kaj la varma materialo sub ĝi fluas, kreante surfacan haŭtan efikon kiu povas kaŭzi delaminadon.
Taŭga malvarmiga tempo: ĝis 30 sekundoj
Pli longaj malvarmigaj tempoj pliigas riskon de internaj streĉoj
Tre polurita ŝimo
Malbonaj ŝimsurfacoj povas kaŭzi difektojn en la muldita parto
Materiala humideca enhavo<0.02%
Dezajnu pordegojn/en-muldilojn por streĉa libera-mulda fluo
Platebla ABS/PC
Eblo rako
La kreskanta populareco de la uzo de plastoj kaj plastaj kunmetaĵoj en vasta gamo de produktadprocezoj ankaŭ kondukis al pli granda postulo je tegaĵo sur plasto.Tegado de plasto kun metala surfaco plibonigas la aspekton de la materialo kaj kreas la impreson de pli alta kvalito.Kiel rezulto, ĝi ofte estas elektita kiam tre ornama aspekto estas dezirata.
Plie, tegaĵo sur plasto povas esti efika rimedo por protekti substraton kontraŭ la fortoj de korodo kaj igi ĝin pli imuna kontraŭ damaĝo de kemiaĵoj uzitaj en la produktada procezo.En kelkaj kazoj, tegado sur plasto povas pliigi la forton kaj eluziĝoreziston de la substrato.
Kiel ni vidis en la aŭtomobila industrio, grava avantaĝo de tegado sur plasto estas, ke ĝi povas signife plibonigi la aspekton de la substrato.Plej multaj industriaj plastoj tendencas havi malbrilan finaĵon.Dum kolorigi la plaston povas fari ĝin pli videble alloga, ĝi ankoraŭ ne produktos la helan, brilan aspekton, kiun multaj produktposedantoj deziras.Dum tegaĵo kun kromo longe estis populara tekniko en aŭtaj aplikoj, la eblaj sandanĝeroj prezentitaj per la sesvalenta kroma tegprocezo igis multajn metalpretigprovizantoj utiligi pli sekurajn alternativojn, precipe nikelplaton.
Apud aspekto, tegaĵo sur plasto ofertas plurajn aliajn avantaĝojn por la fizikaj trajtoj de la objekto:
Korodo kaj kemia rezisto: Tegado sur plasto povas esti efika rimedo por protekti substraton kontraŭ la fortoj de korodo kaj igi ĝin pli imuna kontraŭ damaĝo de kemiaĵoj uzitaj en la produktada procezo.
Pliigita kondukteco: Electroplating ankaŭ povas doni al nekondukta plasta surfaco la kapablon konduki elektron, posedaĵon kiu estas valorega por la produktantoj de elektronikaj partoj kaj komponentoj uzitaj en aŭtoj, aviadiloj kaj amaso da aliaj produktoj.Metala tegaĵo ankaŭ povas reflekti eble damaĝan lumon for de la surfaco de plasta substrato kaj funkcii kiel protekta baro kontraŭ damaĝaj gasoj kaj korodo.Plie, metalizado povas helpi kontroli la disipadon de energio.
Pliigita struktura forto:Electroplating povas plibonigi la totalan strukturan forton de parto por pli granda fortikeco.Ĉi tiu plia forto estas unu el la ĉefaj avantaĝoj de elektroteksado sur plasto.Se forto estas via celo, nikelaĵo povas esti bona elekto ĉar nikelo povas rezisti korodon kaj plibonigi la vivdaŭron de produktoj.
Stabila kaj malalta kontaktorezisto:Krom koroda rezisto, tegado ankaŭ povas redukti kontaktoreziston, do vi povas pliigi la reziston de la parto al eluziĝo, kemiaĵoj kaj korodo.
Protekto RFI kaj EMI: Elektronikaj aparatoj liberigas elektromagnetan interferon (EMI) kaj radiofrekvencon (RFI), kiuj kontribuas al signalinterrompoj kaj ekipaĵo misfunkciado.Tegaĵo aldonas tavolon de protekto por bloki ĉi tiujn malutilajn EMI kaj RFI-ondojn.
Teksi sur plasto estas bonega maniero aldoni fortikecon en diversaj medioj.Ĝi ofertas protekton por ĉiutaga vesto kontraŭ kontakto, same kiel pli fortikajn defendojn kontraŭ kemiaĵoj kaj interferoj.Dume, struktura integreco estas grava avantaĝo en multaj aplikoj, kaj aldoni konduktivecon al plasto estas bonega maniero pliigi la projekt-flekseblecon de parto konservante la kostefika naturo de plasta konstruo.
Estas diversaj kondiĉoj dum la muldado, uzado kajtegadode plastaj komponantoj, kiuj povus konduki al neperfektaĵoj en la preta produkto.Kompreni la kaŭzojn de iuj el la komunaj neperfektaĵoj povas helpi identigi radikajn kaŭzojn de ĉi tiuj neperfektaĵoj kaj efektive efektivigi korektajn agojn tra la provizoĉeno.
Splay
Splay estas areto de paŭzoj, marso aŭ markoj, videblaj sur kovrita parto.Kvankam ĝi estas videbla nur unufoje tegita, ĝi estas kaŭzita de miaj muldaj problemoj;kaptita humideco en la plasto povas veni al la surfaco dum la tegprocezo, kaŭzante disvastigon.
Ekbrilo
Ekbrilo estas elstaraĵo de plasto sur parta rando.Fulmo sur muldita komponento ofte iĝas nerimarkita ĝis post kiam la komponento estis tegita, ĉar tegaĵo amasiĝas sur la elstaraĵo.Ĉi tiu platamasiĝo povas igi la randon de la parto akra, kaj ankaŭ povas malhelpi taŭgecon kaj aspekton.Ĉi tiu neperfekteco estas kaŭzita dum muldado de troa plasto aŭ la komponanto ne rompas de la ŝimo pure.
Vezikoj
Vezikoj, kiel la haŭta kondiĉo, estas aerpoŝoj sub la haŭto - en ĉi tiu kunteksto, inter la plasto kaj la metala deponaĵo.Kiel disvastiĝo, veziketoj povas esti kaŭzitaj de humido kaptita ene de la muldita komponento;tamen, veziketoj ankaŭ povas esti kaŭzitaj dum la tegprocezo, inter tavoloj de metala deponaĵo.Por determini la kaŭzon de veziko, tranĉu kaj senŝeligu la ampolon reen.Se ĝi originas ĉe la plasto, kaj la malsupra flanko de la veziketo havas plaston kiu apartiĝis de la komponento, la veziketo rezultiĝis el kaptita humido en muldado.
Gratoj kaj Kavoj
Gratoj kaj kavoj povas esti kaŭzitaj dum muldado aŭ manipulado (de la kruda aŭ tegita parto).Dum la plater ĝenerale elfaros envenantan revizion sur mulditaj komponentoj por tegado, kelkaj grataĵoj aŭ kavoj en la plasto eble ne estas tuj evidentaj, aŭ krudaj partoj povas esti gratitaj dum manipulado.Gratoj kaj kavoj ankaŭ povas okazi dum manipulado de post-plato;povas esti ebla diri per la profundo de la gratvundeto aŭ kavo kaj tega deponaĵo sur la areo ĉu la neperfekteco estas supraĵa aŭ en la bazmaterialo.
Sekiĝu
Sekiĝo estas difektita tegaĵo kaj ĝi okazas dum la tegprocezo kiam la parto iĝas tro seka inter metalenpagoj.Ĉi tio povas esti evitita per zorgema proceza kontrolo de la tegoperacio.
Varpi
Varpo estas la dimensia misprezento de komponento kaj povas okazi en kelkaj stadioj de la produktada procezo.Fuldaj eraroj povus kaŭzi varpon, kaj varpo ankaŭ povus esti kaŭzita de eksponiĝo al ekstremaj temperaturoj, detruante la parton neĝuste aŭ mistraktante la parton.
Saltu teleron
Skipplato estas la foresto de tegaĵo sur surfaco - la bazmaterialo estas elmontrita.Ĝi povas esti kaŭzita de poluaĵoj sur la surfaco de la parto, kiuj malhelpas la tegaĵon esti deponita sur la surfaco de la parto.Certigi ke krudaj partoj estas konvene pritraktitaj kaj konservitaj liberaj de surfacaj poluaĵoj povas redukti la okazon de skipplato.
Akrilonitrilo-Butadieno-Stireno (ABS)
Akrilonitrilo-butadieno-stireno (ABS) estas termoplasta polimero vaste rigardita kiel la unua plasta materialo uzita por electroplating.La procezo estis specife evoluigita por la aŭtindustrio en la 1960-aj jaroj kaj daŭre estas praktikita hodiaŭ.
Jes - vi povas trakti viajn plastajn partojn en krom-similaj (metalaj) koloroj.Nia kolora finaĵo enkorpigas electroplating, do ĝi estas pli fortika kaj fortika ol ŝprucaĵo finita sole.Do se vi preferus, ke via plasta instrumentpanelo estu finita en koloro sed ankoraŭ havu la profundon kaj brilon de kroma finpoluro - vi povas!
| Procezo | Priskribo |
| Plasta Chroming Process/es por nemetalaj (kaj ne ABS*) partoj | Unue la procezo de metalizado.Tiam 'Triobla Chrome' kovrita. Spegula kroma fino. Forta kupro, nikelo, kroma strukturo |
| Procezo por ABS* plastoj | Speciala parto-prepara procezo, tiam 'Triobla Chrome' tegita.Spegula kroma fino. Forta kupro, nikelo, kroma strukturo. |
| Vakua Tegaĵo (Vkua Metalizado) | "Kromo-simila" tegaĵo (ne vera kromo) per vakua teknologio. Brila, maldika, arĝenteca finaĵo. Maldika muro tegaĵo - povas esti inklina al damaĝo.Povas esti taŭga por iuj celoj. |
| Ŝprucigi kromon | Pentrita (surbaze de hibrido de farbo kaj kemia finpoluro). Povas esti proksima kongruo al kromo sed ema al vario pro kolormiksaĵo kaj metodoj. Fortikeco similas al 2-paka farbo. |
Procezo de Kromplasta Tegaĵo
Paŝo 1 - Akvaforto.Ni mergas la parton en tankon, kiu enhavas miksaĵon de koncentritaj sulfataj kaj kromaj acidoj.
Paŝo 2 - Neŭtraligo.
Paŝo 3 - Katalizado kaj Akcelo.
Paŝo 4 - Elektro-malpli Tegaĵo.
Paŝo 5 - Elektroplatado.
Paŝo 6 - Kvalita Inspektado.
Vera kromo, vi certe povas poluri kaj malseki sablon por restarigi la finpoluron.Falsa kromo (plasta filmo aŭ kromata) povas esti polurita, sed en la plej malpeza modo.
Kiel metalo,plasto ankaŭ povas esti kromata.Por ĉi tiu metodo, vi devos sendi la plastajn partojn, al kiuj vi volas aldoni kromadon por tegado.Lategfirmaokovros vian parton per tavoloj de nikelo kaj kupro antaŭ ol ĝi tiam aplikas la kromon.
La procezo de deponado de maldikaj metalaj folioj sur ABS-substratoj implikas multajn paŝojn kiel ekzemplesurfaca aktivigo, akvaforto, katalizado, senelektra deponado, elektroteksado kaj surfacpurigado...