Postopek kromiranja plastike
CheeYuen – vodilni proizvajalec galvanizacije plastike okoli vas
Biti aponudnik rešitev na enem mestu, CheeYuen se ponaša z različnimi izkušenimi tehničnimi talenti in najsodobnejšimi napravami, kar nam omogoča zagotavljanje visokokakovostnih, trpežnih kromiranih zaključkov na plastičnih komponentah različnih velikosti in oblik.Hkrati pa smo sposobni strankam ponuditi tudi storitve po meri, ne glede na kompleksnost ali velikost komponente.
Trenutno dobavljamo plastične dekorativne komponente za galvanizacijo in barvanje avtomobilov in gospodinjskih aparatov za znane blagovne znamke, kot so General motors, Ford, Fiat Chrysler, Volvo, Volkswagen, Tata, Mahindra, Toyota, Tesla, Delonghi, Grohe, American Standard, itd.
V zadnjih 54 letih smo oskrbovali več kot 80 znanih kupcev avtomobilov in naprav v 30 različnih državah in regijah.
Prislužili smo si visoko pohvalo in priznanje strank v smislu naše konkurenčne cene, solidne kakovosti delovanja ter prilagodljive in točne dostave.
Kontaktirajte nas še danes, če želite izvedeti več o našemstoritev kromiranja plastike in kako vam lahko pomagamo doseči popoln zaključek za vaše plastične komponente.
Storitve kromiranja plastičnih delov
CheeYuenima več kromiranih linij pod eno streho, kar zagotavlja prilagodljive možnosti ne glede na to, kakšna velikost dela je potrebna.Z neskončnimi barvnimi možnostmi, aplikacijami po meri, teksturami in razvojem trajnostnih procesov še naprej širimo naše zmogljivosti in našim strankam zagotavljamo največjo prilagodljivost za njihove izdelke.
Našo aplikacijo in proces galvanizacije izpopolnjujemo že več kot 50 let.Ne poudarjamo samo dokazovanja najboljše kakovosti izdelka našim strankam, ampak se tudi trudimo po svojih najboljših močeh zaščititi okolje, da bi dosegli trajnost v našem poslovanju.
Za to storitev smo odgovorni tudi za vprašanje okolja in izpolnjujemo zahteve ROHS z uporabo kemičnih snovi, ki so okolju prijazne,trivalentno kromiranje (Trivalentni krom)ali (Cr3+) v našem procesu.Naša ekipa se zavzema za zagotavljanje najvišje ravni strokovne podpore našim strankam in doseganje zmanjšanja škodljivih vplivov na okolje.






Saten krom




Svetel nikelj





Galvanizirana obloga vrat s trivalentnim kromom

Avtomatski gumb za vrata

Kromirani plastični avtomobilski deli
Zakaj izbrati nas?
Globalno vodilno podjetje za kromiranje plastike! Izbira naših izdelkov pomeni izbiro več kot le komponente;je popolna mešanica inovativnosti, kakovosti in odlične storitve.Prepričani smo, da je proizvajalec plastične galvanizacije CheeYuen zelo kooperativen partner, ki ga iščete.

Z več kot 54-letnimi izkušnjami v industriji kromiranja plastičnih mas

Imamo avtomatski postopek kromiranja

Imamo popoln proizvodni proces

Kakovost izdelkov je v skladu z mednarodnimi standardi
Zmogljivosti plastične linije
Dimenzija rezervoarja za raztopino za avtomatsko linijo za nanašanje je 3000 * 1200 * 1500 MM
Dimenzija rezervoarja za raztopino za krožno linijo za nanašanje je 750 * 900 * 1500 MM
Z 1.500.000 kvadratnimi metri na leto plastične prevleke
Tipična debelina prevleke za avtomobilske okrasne dele:
Baker 10-30 um
Nikelj 5-15 um
Krom 0,1-0,3 um
Opombe: glede na zahtevo stranke ali dela lahko prilagodimo prevleko.
Material, ki ga lahko ploščimo:
ABS
ABS/PC
PA6
PA66
Galvanski zaključki:
Svetel krom
Saten krom
Črn krom
Saten nikelj
Krom s ščetkanjem
Satin nikelj s ščetkanjem
Krom z gravuro


Testiranje kakovosti
Da bi zagotovili kakovost izdelkov in povečali zaupanje strank, imamo inšpekcijski sistem, ki uporablja za testiranje in analizo vsakega procesa ter za nadzor kakovosti kemičnih raztopin s kemijo in instrumenti za testiranje kakovosti izdelkov z
Ljudje so tudi vprašali:
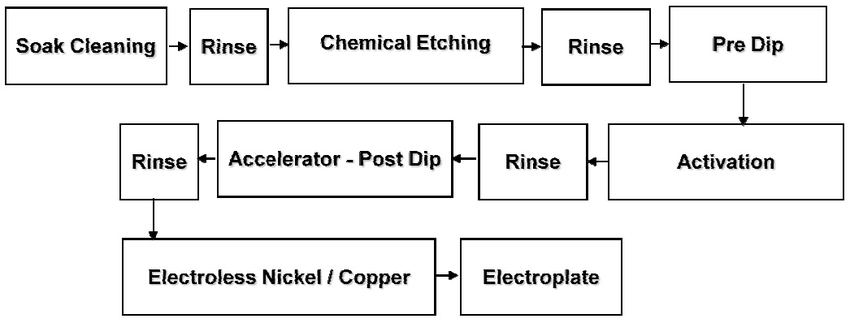
Čiščenje
Odstranjuje maščobo, prstne odtise in nečistoče, ki bi sicer slabo vplivale na oprijem.
Priprava površine
Površinski balzam, ki je pripravljen iz posebnih kislin, preoblikuje
strukturo plastične površine tako, da se lahko doseže močan oprijem
med njim in kemikalijo nikelj/baker.To pogojevanje je pomemben korak pri
kemična obdelava plastike za galvanizacijo.Napake, povezane s slabim oprijemom, so večinoma posledica kondicioniranja površine.
Površinska aktivacija
Površinski aktivator vsebuje paladij, ki se pritrdi na površino
plastika.Komponento nato potopimo v pospeševalnik, da odstranimo a
zaščitni film s površine paladija.
Brezelektrično nanašanje niklja
Aktivirano komponento nato potopimo v brezelektrično raztopino niklja, ki
nanese tanko plast kovine na celotno plastično podlago.Ta kovina
plast nato postane prevodnik za nadaljnjo galvanizacijo.
Elektrolitsko bakrenje
Elektrolitska prevleka, nikelj in krom
Pravilno sušenje smole
ABS je treba pred oblikovanjem sušiti 2–3 ure pri 80–85 °C
Pravilne hitrosti polnjenja
Majhne komponente do 90 g: 5–7 sekund
Velike komponente nad 90 g: do 25 sekund
Primerna temperatura taljenja: 245–270 °C
Prenizka temperatura taline povzroči notranjo napetost, kar vodi do neenakomernega jedkanja in neuspešnega preskusa termičnega cikla
Previsoka temperatura taline lahko povzroči razgradnjo materiala in povzroči slabo oprijemljivost
Primerna temperatura kalupa: 65–80 °C
Prehladna plesen bo povzročila luščenje plastike.Material, ki zadene steno kalupa, se strdi in vroč material pod njim teče, kar ustvarja učinek površinske kože, ki lahko povzroči razslojevanje
Primeren čas hlajenja: do 30 sekund
Daljši časi ohlajanja povečajo tveganje notranjih napetosti
Visoko poliran kalup
Slabe površine kalupa lahko povzročijo napake v oblikovanem delu
Vsebnost vlage v materialu<0,02 %
Zasnova zapornic/v kalupih za pretok plesni brez napetosti
Plastičen ABS/PC
Možnost regala
Naraščajoča priljubljenost uporabe plastike in plastičnih kompozitov v najrazličnejših proizvodnih procesih je privedla tudi do večjega povpraševanja po prevlekah na plastiko.Prevleka plastike s kovinsko površino izboljša videz materiala in ustvari vtis višje kakovosti.Posledično se pogosto izbere, ko je zaželen zelo dekorativen videz.
Poleg tega je prevleka na plastiko lahko učinkovito sredstvo za zaščito podlage pred silami korozije in jo naredi bolj odporno na poškodbe zaradi kemikalij, ki se uporabljajo v proizvodnem procesu.V nekaterih primerih lahko nanos na plastiko poveča trdnost in odpornost proti obrabi substrata.
Kot smo videli v avtomobilski industriji, je pomembna prednost prevleke na plastiko ta, da lahko znatno izboljša videz podlage.Večina industrijske plastike ima običajno dolgočasno barvo.Medtem ko lahko z barvanjem plastike postane bolj privlačna, še vedno ne bo ustvarila svetlega, sijočega videza, ki si ga želijo mnogi lastniki izdelkov.Medtem ko je prevleka s kromom že dolgo priljubljena tehnika v avtomobilski industriji, so potencialne nevarnosti za zdravje, ki jih predstavlja postopek šestvalentnega kroma, številne ponudnike končne obdelave kovin privedle do uporabe varnejših alternativ, zlasti nikljanja.
Poleg videza prevleka na plastiko ponuja številne druge prednosti za fizične lastnosti izdelka:
Odpornost proti koroziji in kemikalijam: Prevleka na plastiko je lahko učinkovito sredstvo za zaščito podlage pred silami korozije in jo naredi bolj odporno na poškodbe zaradi kemikalij, ki se uporabljajo v proizvodnem procesu.
Povečana prevodnost: Galvanizacija lahko neprevodni plastični površini tudi omogoči prevajanje električnega toka, lastnost, ki je neprecenljiva za proizvajalce elektronskih delov in komponent, ki se uporabljajo v avtomobilih, letalih in številnih drugih izdelkih.Kovinska prevleka lahko tudi odbija potencialno škodljivo svetlobo stran od površine plastične podlage in služi kot zaščitna pregrada pred škodljivimi plini in korozijo.Poleg tega lahko metalizacija pomaga nadzorovati disipacijo energije.
Povečana strukturna trdnost:Galvanizacija lahko izboljša splošno strukturno trdnost dela za večjo vzdržljivost.Ta dodana trdnost je ena glavnih prednosti galvanizacije plastike.Če je vaš cilj trdnost, je ponikljanje lahko dobra izbira, saj je nikelj odporen proti koroziji in podaljša življenjsko dobo izdelkov.
Stabilen in nizek kontaktni upor:Poleg odpornosti proti koroziji lahko prevleka zmanjša tudi kontaktno odpornost, tako da lahko povečate odpornost dela na obrabo, kemikalije in korozijo.
RFI in EMI zaščita: Elektronske naprave sproščajo elektromagnetne motnje (EMI) in radiofrekvenčne motnje (RFI), ki prispevajo k motnjam signala in okvaram opreme.Prevleka doda plast zaščite, ki blokira te škodljive valove EMI in RFI.
Prevleka na plastiko je odličen način za dodajanje vzdržljivosti v različnih okoljih.Ponuja zaščito pred dotikom za vsakodnevno nošenje ter bolj robustno zaščito pred kemikalijami in motnjami.Medtem je strukturna celovitost pomembna prednost v številnih aplikacijah, dodajanje prevodnosti plastiki pa je odličen način za povečanje fleksibilnosti oblikovanja dela ob ohranjanju stroškovno učinkovite narave plastične konstrukcije.
Obstajajo različni pogoji med oblikovanjem, rokovanjem inprevlekaplastičnih komponent, ki bi lahko povzročile nepopolnosti končnega izdelka.Razumevanje vzrokov za nekatere pogoste nepopolnosti lahko pomaga pri prepoznavanju temeljnih vzrokov teh nepopolnosti in učinkovitem izvajanju korektivnih ukrepov v celotni dobavni verigi.
Splay
Splay je skupek prelomov, madežev ali znamenj, ki so vidne na ploščatem delu.Čeprav je viden šele, ko je prevlečen, je povzročil moje težave z oblikovanjem;ujeta vlaga v plastiki lahko med postopkom nanašanja pride na površje in povzroči razpok.
Flash
Flash je izboklina iz plastike na robu dela.Blisk na oblikovani komponenti pogosto ostane neopažen, dokler komponenta ni prevlečena, ker se prevleka nabere na štrlini.Ta nakopičena plošča lahko naredi rob dela oster in lahko tudi moti prileganje in videz.Ta nepopolnost nastane med oblikovanjem zaradi odvečne plastike ali komponente, ki se ne zlomi čisto iz kalupa.
žulji
Pretisni omoti so tako kot stanje kože zračni žepki pod kožo – v tem kontekstu med plastično in kovinsko usedlino.Tako kot razpok lahko tudi mehurje povzroči vlaga, ujeta v oblikovani komponenti;mehurji pa lahko nastanejo tudi med postopkom galvanizacije, med plastmi kovinskega nanosa.Če želite ugotoviti vzrok žulja, prerežite in olupite žulj.Če izvira iz plastike in je na spodnji strani pretisnega omota plastika, ki se je ločila od komponente, je pretisni omot posledica ujete vlage v kalupu.
Praske in udrtine
Praske in udrtine lahko nastanejo med oblikovanjem ali ravnanjem (surovega ali prevlečenega dela).Medtem ko bo ploščar na splošno opravil vhodno revizijo oblikovanih komponent za nanašanje, nekatere praske ali udrtine na plastiki morda ne bodo takoj vidne ali pa se neobdelani deli med rokovanjem lahko opraskajo.Praske in udrtine lahko nastanejo tudi med ravnanjem s ploščo;glede na globino praske ali udrtine in obloge na območju je mogoče ugotoviti, ali je nepopolnost površinska ali v osnovnem materialu.
Dry Down
Izsušitev je pokvarjena prevleka in se pojavi med postopkom prevleke, ko postane del presuh med kovinskimi usedlinami.Temu se je mogoče izogniti s skrbnim nadzorom postopka galvanizacije.
Warp
Deformacija je dimenzijsko popačenje komponente in se lahko pojavi v nekaj fazah proizvodnega procesa.Napake pri oblikovanju lahko povzročijo deformacijo, deformacijo pa lahko povzroči tudi izpostavljenost ekstremnim temperaturam, nepravilno zlaganje dela ali napačno ravnanje z delom.
Preskočna plošča
Preskočna plošča je odsotnost prevleke na površini – osnovni material je izpostavljen.Lahko ga povzročijo kontaminanti na površini dela, ki preprečujejo, da bi se obloga nanesla na površino dela.Zagotavljanje, da se s surovimi deli pravilno ravna in da so brez površinskih kontaminantov, lahko zmanjša pojav preskočne plošče.
Akrilonitril-butadien-stiren (ABS)
Akrilonitril butadien stiren (ABS) je termoplastični polimer, ki velja za prvi plastični material, uporabljen za galvanizacijo.Postopek je bil posebej razvit za avtomobilsko industrijo v šestdesetih letih prejšnjega stoletja in se uporablja še danes.
Da – svoje plastične dele lahko obdelate v kromirane (kovinske) barve.Naša barvna končna obdelava vključuje galvanizacijo, zato je trajnejša in robustnejša od same končne obdelave z brizganjem.Torej, če želite, da je vaša plastična armaturna plošča obarvana v barvi, vendar ima še vedno globino in sijaj kromiranega zaključka – lahko!
| Proces | Opis |
| Postopki kromiranja plastike za nekovinske (in ne ABS*) dele | Najprej postopek metalizacije.Nato prevlečen s trojnim kromom. Zrcalno kromiran zaključek. Močna struktura bakra, niklja, kroma |
| Postopek za ABS* plastiko | Poseben postopek priprave delov, nato trojno kromiranje.Zrcalno kromiran zaključek. Močna struktura bakra, niklja, kroma. |
| Vakuumsko nanašanje (vakuumsko metaliziranje) | "Kromu podoben" premaz (ne pravi krom) z vakuumsko tehnologijo. Svetel, tanek, srebrn zaključek. Tanek zidni premaz – lahko se poškoduje.Za nekatere namene je lahko primerno. |
| Krom v spreju | Barvano (na osnovi mešanice barve in kemične končne obdelave). Lahko se skoraj ujema s kromom, vendar je nagnjen k spremembam zaradi barvne mešanice in metod. Trajnost je podobna 2-pack barvi. |
Postopek kromiranja plastike
1. korak – jedkanje.Del potopimo v rezervoar, ki vsebuje mešanico koncentrirane žveplove in kromove kisline.
2. korak – Nevtralizacija.
3. korak – kataliziranje in pospeševanje.
Korak 4 – Brezelektrično nanašanje.
5. korak – galvanizacija.
6. korak – pregled kakovosti.
Pravi krom, ki ga zagotovo lahko polirate in z mokrim peskom obnovite zaključek.Lažni krom (plastična folija ali kromiran) se lahko polira, vendar na najlažji način.
Kot kovina,plastika je lahko tudi kromirana.Pri tej metodi boste morali plastične dele, ki jim želite dodati krom, poslati na prevleko.Thepodjetje za galvanizacijobo vaš del prevlekel s plastmi niklja in bakra, preden bo nato nanesel krom.
Postopek nanašanja tankih kovinskih folij na ABS substrate vključuje številne korake, kot nprpovršinska aktivacija, jedkanje, kataliziranje, brezelektrično nanašanje, galvanizacija in čiščenje površin...