Працэс храмавання пластыка
CheeYuen - вядучы вытворца гальванічнага пакрыцця пластыка вакол вас
Будучы аадзіны пастаўшчык рашэнняў, CheeYuen можа пахваліцца мноствам вопытных тэхнічных талентаў і самым сучасным абсталяваннем, што дазваляе нам забяспечваць высакаякаснае і трывалае храмаванае пакрыццё пластыкавых кампанентаў розных памераў і формаў.Між тым, мы таксама можам прапанаваць кліентам індывідуальныя паслугі, незалежна ад складанасці або памеру кампанента.
У цяперашні час мы пастаўляем гальванічныя і фарбавальныя дэкаратыўныя кампаненты для аўтамабіляў і бытавой тэхнікі для вядомых брэндаў, такіх як General Motors, Ford, Fiat Chrysler, Volvo, Volkswagen, Tata, Mahindra, Toyota, Tesla, Delonghi, Grohe, American Standard, г.д.
За апошнія 54 гады мы абслугоўвалі больш за 80 вядомых кліентаў у галіне аўтамабіляў і бытавой тэхнікі ў 30 розных краінах і рэгіёнах.
Мы заслужылі высокую ацэнку і прызнанне кліентаў з пункту гледжання нашай канкурэнтаздольнай цаны, высокай якасці і гнуткай, а таксама своечасовай дастаўкі.
Калі ласка, звяжыцеся з намі сёння, каб даведацца больш аб нашымпаслугі храмавання пластыка і як мы можам дапамагчы вам дасягнуць ідэальнай аздаблення для вашых пластыкавых кампанентаў.
Паслугі храмавання пластыкавых дэталяў
Чы Юэнмае некалькі храмаваных ліній пад адным дахам, забяспечваючы гнуткія варыянты незалежна ад таго, які памер дэталі неабходны.Маючы бясконцыя варыянты колераў, індывідуальныя прыкладанні, тэкстуры і ўстойлівыя распрацоўкі працэсаў, мы працягваем пашыраць нашы магчымасці і прадастаўляць нашым кліентам максімальную гнуткасць для іх прадуктаў.
Наша прымяненне і працэс гальванікі ўдасканальваліся больш за 50 гадоў.Мы не толькі робім акцэнт на тым, каб даказаць нашым кліентам прадукцыю лепшай якасці, але мы таксама стараемся з усіх сіл абараніць навакольнае асяроддзе, каб дасягнуць устойлівага развіцця нашага бізнесу.
Для гэтай паслугі мы таксама нясем адказнасць за навакольнае асяроддзе і адпавядаем патрабаванням ROHS, выкарыстоўваючы хімічныя рэчывы, экалагічна чыстыя, якіятрохвалентнага храмавання (Трохвалентны хром)або (Cr3+) у нашым працэсе.Наша каманда імкнецца даць нашым кліентам прафесійную падтрымку самага высокага ўзроўню і дасягнуць зніжэння шкоднага ўздзеяння на навакольнае асяроддзе.






Сацін Хром




Яркі нікель



Накрыўка апраўлення для гальванічнай печы


Гальванічнае пакрыццё дзвярэй з трохвалентным хромам

Аўтаматычная дзвярная ручка

Пластыкавыя дэталі аўтамабіляў з храмаваным пакрыццём
Чаму выбіраюць нас?
Сусветны лідэр у вытворчасці пластыкавых храмаваных кампаній! Выбар нашай прадукцыі азначае выбар не толькі кампанента;гэта ідэальнае спалучэнне інавацый, якасці і выдатнага сэрвісу.Мы перакананыя, што CheeYuen, вытворца пластыкавых гальванічных вырабаў, з'яўляецца тым партнёрам па супрацоўніцтву, якога вы шукаеце.

З больш чым 54-гадовым вопытам работы ў прамысловасці пластыкавага храмавання

У нас ёсць аўтаматычны працэс храмавання

У нас ёсць поўны вытворчы працэс

Якасць прадукцыі адпавядае міжнародным стандартам
Магчымасці нанясення пакрыцця на лінію пластыка
Памер рэзервуара для раствора для аўтаматычнай лініі пакрыцця складае 3000 * 1200 * 1500 мм.
Памер рэзервуара для раствора для кругавой лініі пакрыцця складае 750 * 900 * 1500 мм.
З 1 500 000 квадратных метраў у год на пластыкавае пакрыццё магутнасці
Тыповая таўшчыня пакрыцця дэкаратыўных дэталяў аўтамабіля:
Медзь 10-30 мкм
Нікель 5-15 мкм
Хром 0,1-0,3 мкм
Заўвагі: у адпаведнасці з патрабаваннямі заказчыка або дэталі мы можам унесці карэктывы ў якасць пакрыцця.
Матэрыял, які мы можам пакрыць:
АБС
АБС/ПК
PA6
PA66
Гальванічнае пакрыццё:
Яркі хром
Сацін хром
Чорны хром
Атласны нікель
Хром з шчоткай
Атласны нікель з расчэсваннем
Хром з гравіроўкай


Тэставанне якасці
Каб забяспечыць якасць прадукцыі і павысіць давер кліентаў, у нас ёсць сістэма праверкі, якая выкарыстоўвае для праверкі і аналізу кожнага працэсу, а таксама для кантролю якасці хімічных раствораў з дапамогай хімічных рэчываў і прыбораў для праверкі якасці прадукцыі.
Людзі таксама пыталіся:
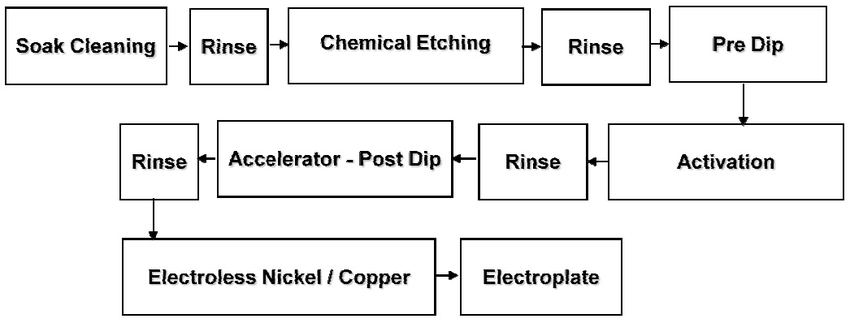
Уборка
Выдаляе тлушч, адбіткі пальцаў і забруджвання, якія ў адваротным выпадку дрэнна паўплывалі б на адгезію.
Падрыхтоўка паверхні
Кандыцыянер для паверхні, прыгатаваны з адмысловых кіслот, пераўтворыць
структуру пластыкавай паверхні такім чынам, каб можна было атрымаць моцную адгезію
паміж ім і хімічным рэчывам нікель/медзь.Гэта кандыцыянаванне з'яўляецца важным крокам у
хімічная апрацоўка пластыка для гальванікі.Дэфекты, звязаныя з дрэннай адгезіяй, у асноўным выкліканы кандыцыянаваннем паверхні.
Павярхоўная актывацыя
Павярхоўны актыватар змяшчае паладый, які прымацоўваецца да паверхні
пластык.Затым кампанент апускаюць у паскаральнік для выдалення a
ахоўная плёнка з паверхні паладыю.
Безэлектроннае нанясенне нікеля
Затым актываваны кампанент апускаюць у бесэлектролізаваны раствор нікеля, які
наносіць тонкі пласт металу на ўсю пластыкавую падкладку.Гэты метал
затым пласт становіцца правадніком для наступнага гальванічнага пакрыцця.
Электралітычнае медненне
Электралітычнае пакрыццё, нікель і хром
Правільная сушка смалы
ABS неабходна папярэдне высушыць на працягу 2-3 гадзін пры 80-85 °C перад фармаваннем
Правільныя хуткасці запаўнення
Дробныя кампаненты да 90 г: 5–7 сек
Буйныя кампаненты звыш 90 г: да 25 сек
Належная тэмпература плаўлення: 245–270 °C
Занадта нізкая тэмпература расплаву выклікае ўнутранае напружанне, што прыводзіць да нераўнамернага тручэння і невыканання тэсціравання цеплавога цыклу
Занадта высокая тэмпература расплаву можа прывесці да дэградацыі матэрыялу і пагаршэння адгезіі
Належная тэмпература формы: 65–80 °C
Занадта халодная цвіль прывядзе да адслойвання пластыка.Матэрыял, які трапляе на сценку формы, зацвярдзее, і гарачы матэрыял пад ім цячэ, ствараючы эфект скуры паверхні, які можа выклікаць расслаенне
Належны час астуджэння: да 30 секунд
Большы час астуджэння павялічвае рызыку ўнутраных нагрузак
Высокапаліраваная форма
Дрэнная паверхня формы можа выклікаць дэфекты ў адліванай дэталі
Вільготнасць матэрыялу<0,02%
Дызайнерскія вароты/ўнутрыформы для патоку формы без нацяжэння
Пласцінны ABS/ПК
Магчымасць стэлажа
Рост папулярнасці выкарыстання пластмас і пластыкавых кампазітаў у самых розных вытворчых працэсах таксама прывёў да росту попыту на пакрыццё на пластык.Пакрыццё пластыка металічнай паверхняй паляпшае знешні выгляд матэрыялу і стварае ўражанне больш высокай якасці.У выніку яго часта выбіраюць, калі патрабуецца вельмі дэкаратыўны выгляд.
Акрамя таго, пакрыццё на пластык можа быць эфектыўным сродкам абароны падкладкі ад карозіі і зрабіць яе больш устойлівай да пашкоджанняў хімікатамі, якія выкарыстоўваюцца ў працэсе вытворчасці.У некаторых выпадках пакрыццё на пластык можа павялічыць трываласць і зносаўстойлівасць падкладкі.
Як мы бачылі ў аўтамабільнай прамысловасці, важнай перавагай пакрыцця на пластык з'яўляецца тое, што яно можа значна палепшыць знешні выгляд падкладкі.Большасць прамысловых пластмас, як правіла, маюць цьмяную аздабленне.Хоць афарбоўванне пластыка можа зрабіць яго візуальна больш прывабным, ён усё роўна не дасць яркага, бліскучага выгляду, якога жадаюць многія ўладальнікі вырабаў.У той час як храмаванне даўно з'яўляецца папулярным метадам у аўтамабільнай прамысловасці, патэнцыйная небяспека для здароўя працэсу шасцівалентнага храмавання прымусіла многіх пастаўшчыкоў аздаблення металаў выкарыстоўваць больш бяспечныя альтэрнатывы, у прыватнасці, нікеляванае пакрыццё.
Акрамя знешняга выгляду, пакрыццё на пластык дае некалькі іншых пераваг для фізічных характарыстык прадмета:
Каразійная і хімічная ўстойлівасць: Пакрыццё на пластык можа быць эфектыўным сродкам абароны падкладкі ад карозіі і зрабіць яе больш устойлівай да пашкоджанняў хімікатамі, якія выкарыстоўваюцца ў працэсе вытворчасці.
Падвышаная праводнасць: Гальванічнае пакрыццё таксама можа надаць неправоднай пластыкавай паверхні здольнасць праводзіць электрычнасць, што з'яўляецца неацэнным для вытворцаў электронных кампанентаў і кампанентаў, якія выкарыстоўваюцца ў аўтамабілях, самалётах і мностве іншых прадуктаў.Металічнае пакрыццё можа таксама адлюстроўваць патэнцыйна шкоднае святло ад паверхні пластыкавай падкладкі і служыць ахоўным бар'ерам ад шкодных газаў і карозіі.Акрамя таго, металізацыя можа дапамагчы кантраляваць рассейванне энергіі.
Падвышаная трываласць канструкцыі:Гальванічнае пакрыццё можа палепшыць агульную структурную трываласць дэталі для большай трываласці.Гэтая дадатковая трываласць з'яўляецца адной з галоўных пераваг гальванічнага нанясення на пластык.Калі ваша мэта - трываласць, нікеляванае пакрыццё можа быць добрым выбарам, паколькі нікель можа супрацьстаяць карозіі і павялічваць тэрмін службы вырабаў.
Стабільнае і нізкае кантактнае супраціўленне:У дадатак да ўстойлівасці да карозіі, пакрыццё можа таксама паменшыць супраціўленне кантакту, так што вы можаце павялічыць устойлівасць дэталі да зносу, хімічных рэчываў і карозіі.
Абарона ад RFI і EMI: Электронныя прылады ствараюць электрамагнітныя перашкоды (EMI) і радыёчастотныя перашкоды (RFI), якія спрыяюць перапыненню сігналу і збоям у працы абсталявання.Пакрыццё дадае пласт абароны, каб блакаваць гэтыя шкодныя хвалі EMI і RFI.
Пакрыццё на пластык - выдатны спосаб павялічыць трываласць у розных асяроддзях.Ён забяспечвае абарону ад кантакту для штодзённага нашэння, а таксама больш надзейную абарону ад хімічных рэчываў і перашкод.Між тым, структурная цэласнасць з'яўляецца значнай перавагай у многіх сферах прымянення, і даданне праводнасці пластыку - выдатны спосаб павялічыць гнуткасць канструкцыі дэталі, захоўваючы пры гэтым эканамічна эфектыўны характар пластыкавай канструкцыі.
Існуюць розныя ўмовы падчас фармавання, апрацоўкі іпакрыццёпластыкавых кампанентаў, якія патэнцыйна могуць прывесці да недасканаласці гатовага прадукту.Разуменне прычын некаторых агульных недахопаў можа дапамагчы ў выяўленні асноўных прычын гэтых недахопаў і эфектыўнай рэалізацыі карэкціруючых дзеянняў па ўсёй ланцужку паставак.
Раскос
Выгіб - гэта навала разрываў, плям або плям, бачных на пакрытай частцы.Хоць гэта бачна толькі пасля пакрыцця, гэта выклікала мае праблемы з ліццём;вільгаць, якая затрымалася ў пластыку, можа выйсці на паверхню ў працэсе пакрыцця, выклікаючы раскосы.
Успышка
Флэш - гэта выступ пластыка на краі дэталі.Успышка на фармованым кампаненце часта застаецца незаўважанай да таго часу, пакуль кампанент не будзе пакрыты, таму што пакрыццё назапашваецца на выступе.Гэта назапашванне пласціны можа зрабіць край дэталі вострым, а таксама можа парушыць пасадку і знешні выгляд.Гэта недасканаласць выклікана падчас фармавання лішкам пластыка або кампанентам, які не вырываецца з формы.
Пухіры
Пухіры, як і захворванне скуры, - гэта паветраныя кішэні пад скурай - у дадзеным кантэксце паміж пластыкам і металічным адкладам.Як і раскосы, пухіры могуць узнікнуць з-за вільгаці, якая затрымалася ўнутры адліванага кампанента;аднак пухіры таксама могуць узнікаць у працэсе пакрыцця паміж пластамі металічных адкладаў.Каб вызначыць прычыну пухіра, разрэжце і ачысціце пухір.Калі яна ўзнікае з пластыка, а на ніжняй баку пухіра ёсць пластык, які аддзяліўся ад кампанента, пухір утварыўся з-за вільгаці, якая затрымалася ў фарме.
Драпіны і ўвагнутасці
Драпіны і ўвагнутасці могуць узнікнуць падчас фармавання або апрацоўкі (неапрацаванай або пакрытай дэталі).Нягледзячы на тое, што машына для апрацоўкі пліты звычайна праводзіць уваходны аўдыт фармованых кампанентаў для нанясення пакрыцця, некаторыя драпіны або ўвагнутасці на пластыку могуць быць не адразу відавочнымі, або неапрацаваныя дэталі могуць быць падрапаны падчас працы.Драпіны і ўвагнутасці таксама могуць узнікнуць падчас працы з паштовай пласцінай;па глыбіні драпіны або ўвагнутасці і адкладу пакрыцця на вобласці можна вызначыць, ці з'яўляецца недахоп павярхоўным або ў асноўным матэрыяле.
Высушыць
Высыханне - гэта сапсаванае пакрыццё, і гэта адбываецца падчас працэсу нанясення пакрыцця, калі дэталь становіцца занадта сухой паміж адкладамі металу.Гэтага можна пазбегнуць шляхам дбайнага кантролю працэсу аперацыі пакрыцця.
Дэфармацыя
Дэфармацыя - гэта скажэнне памераў кампанента, якое можа адбыцца на некалькіх этапах вытворчага працэсу.Памылкі фармавання могуць выклікаць дэфармацыю, а дэфармацыя таксама можа быць выклікана ўздзеяннем экстрэмальных тэмператур, няправільным размяшчэннем дэталі або няправільным абыходжаннем з дэталлю.
Прапусціць талерку
Skip plate - гэта адсутнасць пакрыцця на паверхні - асноўны матэрыял адкрыты.Гэта можа быць выклікана забруджваннямі на паверхні дэталі, якія перашкаджаюць адкладанню пакрыцця на паверхні дэталі.Забеспячэнне належнага абыходжання з неапрацаванымі дэталямі і адсутнасці паверхневых забруджванняў можа паменшыць з'яўленне скакальнай пласціны.
Акрыланітрыл-бутадыен-стырол (АБС)
Акрыланітрылбутадыенстырол (АБС) - гэта тэрмапластычны палімер, які шырока лічыцца першым пластычным матэрыялам, які выкарыстоўваецца для гальванікі.Працэс быў спецыяльна распрацаваны для аўтамабільнай прамысловасці ў 1960-х гадах і практыкуецца да гэтага часу.
Так - вы можаце апрацаваць свае пластыкавыя дэталі ў хромавыя (металічныя) колеры.Наша каляровая аздабленне ўключае гальванічнае пакрыццё, таму яно больш трывалае і надзейнае, чым аздабленне распыленнем.Такім чынам, калі вы хочаце, каб ваша пластыкавая прыборная панэль была выканана ў колеры, але пры гэтым мела глыбіню і бляск храмаванага пакрыцця - вы можаце!
| Працэс | Апісанне |
| Працэс(ы) храмавання пластыка для неметалічных (і не ABS*) дэталяў | Спачатку працэс металізацыі.Потым пакрыты "тройным хромам". Люстраная храмаваная аздабленне. Моцная структура медзі, нікеля, хрому |
| Працэс для ABS* пластмас | Спецыяльны працэс падрыхтоўкі дэталяў, а затым пакрыццё "Трайное храмаванне".Люстраная храмаваная аздабленне. Моцная структура медзі, нікеля, хрому. |
| Вакуумнае пакрыццё (вакуумная металізацыя) | «Хромападобнае» пакрыццё (не сапраўдны хром) з дапамогай вакуумнай тэхналогіі. Яркае, тонкае, серабрыстае пакрыццё. Тонкае пакрыццё сцен - можа быць схільнае да пашкоджанняў.Можа быць дастаткова для некаторых мэтаў. |
| Спрэй хром | Афарбаваныя (на аснове гібрыду фарбы і хімічнай аздаблення). Можа быць блізкім да хрому, але схільны да варыяцый з-за спалучэння колераў і метадаў. Трываласць аналагічная фарбе з 2 камплектаў. |
Працэс храмавання пластыка
Крок 1 - Афорт.Апускаем дэталь у ёмістасць, якая змяшчае сумесь канцэнтраваных сернай і хромавай кіслот.
Крок 2 - Нейтралізацыя.
Крок 3 - Каталізатар і паскарэнне.
Крок 4 – Безэлектронікальнае пакрыццё.
Крок 5 - Электрапакрыццё.
Крок 6 - Праверка якасці.
Сапраўдны хром, які вы напэўна можаце папаліраваць, і мокры пясок аднавіць аздабленне.Фальшывы хром (пластыкавая плёнка або храмаваны) можна паліраваць, але самым лёгкім спосабам.
Як метал,пластык таксама можа быць храмаваным.Для гэтага метаду вам трэба будзе адправіць пластыкавыя дэталі, якія вы хочаце храмаваць, для пакрыцця.Theпакрыццё кампаніяпакрые вашу дэталь пластамі нікеля і медзі, перш чым нанесці хром.
Працэс нанясення тонкай металічнай фольгі на падкладкі з АБС ўключае шмат этапаў, напрыкладпавярхоўная актывацыя, тручэнне, каталізатар, бесэлектролітычнае нанясенне, гальванічнае пакрыццё і ачыстка паверхні...