Proses Plastik Penyaduran Chrome
CheeYuen- Pengeluar Utama Penyaduran Elektronik di Atas Plastik Di Sekitar Anda
Menjadipembekal penyelesaian sehenti, CheeYuen mempunyai pelbagai bakat teknikal yang berpengalaman dan kemudahan terkini, membolehkan kami menyediakan kemasan bersalut krom berkualiti tinggi dan tahan lama pada komponen plastik dengan pelbagai saiz dan bentuk.Sementara itu, kami juga mampu menawarkan pelanggan dengan perkhidmatan yang dibuat khusus, tanpa mengira kerumitan atau saiz komponen.
Pada masa ini, kami telah membekalkan penyaduran dan pengecatan plastik komponen hiasan automotif dan perkakas rumah untuk jenama terkenal seperti General motors, Ford, Fiat Chrysler, Volvo, Volkswagen, Tata, Mahindra, Toyota, Tesla, Delonghi, Grohe, American Standard, dan lain-lain.
Sepanjang 54 tahun yang lalu, kami telah berkhidmat kepada lebih 80 pelanggan automotif dan perkakas terkenal di 30 negara dan wilayah yang berbeza.
Kami telah mendapat pujian dan pengiktirafan yang tinggi oleh pelanggan dari segi harga yang kompetitif, prestasi kualiti yang mantap, dan penghantaran yang fleksibel serta menepati masa.
Sila hubungi kami hari ini untuk mengetahui lebih lanjut tentang kamiperkhidmatan saduran krom plastik dan bagaimana kami boleh membantu anda mencapai kemasan yang sempurna untuk komponen plastik anda.
Penyaduran Chrome pada Perkhidmatan Bahagian Plastik
CheeYuenmempunyai berbilang garisan krom semuanya di bawah satu bumbung, memberikan pilihan yang fleksibel tidak kira saiz bahagian yang diperlukan.Dengan pilihan warna yang tidak berkesudahan, aplikasi tersuai, tekstur dan pembangunan proses yang mampan, kami terus mengembangkan keupayaan kami dan menyediakan pelanggan kami dengan fleksibiliti muktamad untuk produk mereka.
Aplikasi dan proses penyaduran elektrik kami telah diperhalusi selama lebih 50 tahun.Kami bukan sahaja menekankan untuk membuktikan produk berkualiti terbaik kepada pelanggan kami, tetapi kami juga cuba sedaya upaya untuk melindungi alam sekitar untuk mencapai kemampanan dalam perniagaan kami.
Untuk perkhidmatan ini, kami juga bertanggungjawab terhadap isu alam sekitar dan mematuhi keperluan ROHS dengan menggunakan bahan kimia yang mesra alam sekitar, yangpenyaduran kromium trivalen (Kromium Trivalen)atau (Cr3+) dalam proses kami.Pasukan kami komited untuk memberikan para pelanggan kami sokongan profesional tahap tertinggi dan mencapai matlamat untuk mengurangkan kesan merosakkan terhadap alam sekitar.






Satin Chrome




Nikel Terang





Kemasan Pintu Penyaduran Elektro dengan Chrome Trivalent

Tombol Pintu Auto

Bahagian Kereta Plastik Penyaduran Chrome
Kenapa pilih kami?
Peneraju Global dalam Syarikat Penyaduran Krom Plastik! Memilih produk kami bermakna memilih lebih daripada sekadar komponen;ia adalah gabungan sempurna antara inovasi, kualiti dan perkhidmatan yang cemerlang.Kami yakin bahawa pengeluar penyaduran plastik CheeYuen ialah rakan kongsi yang sangat bekerjasama yang anda cari.

Dengan lebih 54 tahun pengalaman dalam industri penyaduran krom plastik

Kami mempunyai proses penyaduran krom automatik

Kami mempunyai proses pengeluaran yang lengkap

Kualiti produk mematuhi piawaian antarabangsa
Penyaduran pada garisan plastik Keupayaan
Dimensi tangki penyelesaian untuk talian penyaduran automatik ialah 3000*1200*1500 MM
Dimensi tangki penyelesaian untuk garisan penyaduran bulat ialah 750*900*1500 MM
Dengan 1,500,000 meter persegi setahun pada kapasiti penyaduran plastik
Ketebalan penyaduran biasa untuk bahagian hiasan automotif:
Tembaga 10-30 um
Nikel 5-15um
Chrome 0.1-0.3um
Catatan: Mengikut keperluan pelanggan atau bahagian, kami boleh membuat pelarasan pada pemikiran salutan.
Bahan yang boleh kita salut:
ABS
ABS/PC
PA6
PA66
Kemasan penyaduran elektrik:
Krom terang
Satin krom
Krom hitam
Nikel satin
Chrome dengan memberus
Nikel Satin dengan memberus
Chrome dengan ukiran


Ujian Kualiti
Untuk memastikan kualiti produk dan meningkatkan keyakinan pelanggan, kami mempunyai sistem pemeriksaan yang menggunakan untuk menguji dan menganalisis setiap proses, dan untuk mengawal kualiti penyelesaian kimia dengan kimia dan instrumen untuk menguji kualiti produk dengan
Orang Juga Bertanya:
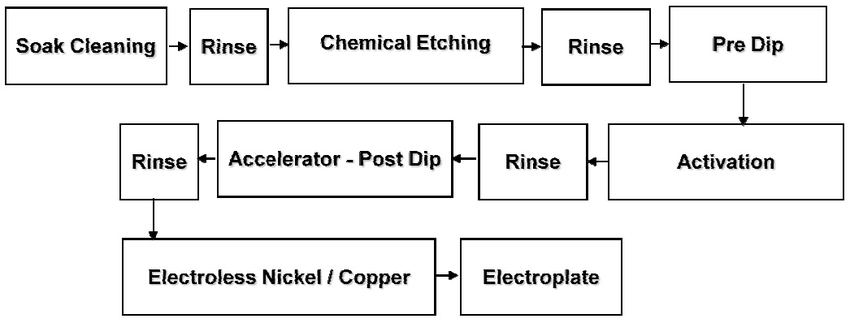
Pembersihan
Menanggalkan gris, cap jari dan kekotoran yang akan menjejaskan lekatan dengan teruk.
Persediaan permukaan
Perapi permukaan, yang disediakan daripada asid khas, mengubah
struktur permukaan plastik sedemikian rupa sehingga lekatan yang kuat boleh diperolehi
antaranya dengan nikel/kuprum kimia.Pengkondisian ini merupakan langkah penting
rawatan kimia plastik untuk penyaduran elektrik.Kecacatan yang berkaitan dengan lekatan yang lemah kebanyakannya disebabkan oleh penyaman permukaan.
Pengaktifan permukaan
Pengaktif permukaan mengandungi paladium, yang melekat pada permukaan
plastik itu.Komponen itu kemudiannya direndam dalam pemecut untuk mengeluarkan a
filem pelindung dari permukaan paladium.
Pemendapan nikel tanpa elektro
Komponen yang diaktifkan kemudiannya direndam dalam larutan nikel tanpa elektro, yang
memendapkan lapisan nipis logam di atas keseluruhan substrat plastik.logam ini
lapisan kemudian menjadi konduktor untuk penyaduran elektrik berikutnya.
Penyaduran kuprum elektrolitik
Penyaduran elektrolitik, nikel dan krom
Pengeringan resin yang betul
ABS mesti pra-kering selama 2–3 jam pada suhu 80–85 °C sebelum dibentuk
Kelajuan pengisian yang betul
Komponen kecil sehingga 90 g: 5–7 saat
Komponen besar melebihi 90 g: sehingga 25 saat
Suhu cair yang betul: 245–270 °C
Suhu cair yang terlalu sejuk menyebabkan tekanan dalaman, yang membawa kepada kegagalan ujian berbasikal terma dan goresan yang tidak sekata
Suhu cair yang terlalu panas boleh menyebabkan bahan merosot dan memberikan lekatan yang lemah
Suhu acuan yang betul: 65–80 °C
Acuan yang terlalu sejuk akan menyebabkan plastik mengelupas.Bahan yang mengenai dinding acuan mengeras dan bahan panas di bawahnya mengalir, mewujudkan kesan kulit permukaan yang boleh menyebabkan penembusan
Masa penyejukan yang betul: sehingga 30 saat
Masa penyejukan yang lebih lama meningkatkan risiko tekanan dalaman
Acuan yang sangat digilap
Permukaan acuan yang buruk boleh menyebabkan kecacatan pada bahagian acuan
Kandungan lembapan bahan<0.02%
Reka bentuk pintu/dalam acuan untuk aliran acuan bebas ketegangan
ABS/PC boleh sadur
Kemungkinan untuk rak
Peningkatan populariti penggunaan plastik dan komposit plastik dalam pelbagai proses pembuatan juga telah membawa kepada permintaan yang lebih besar untuk penyaduran pada plastik.Menyadur plastik dengan permukaan logam meningkatkan penampilan bahan dan mencipta kesan kualiti yang lebih tinggi.Akibatnya, ia sering dipilih apabila rupa yang sangat hiasan diingini.
Selain itu, penyaduran pada plastik boleh menjadi cara yang berkesan untuk melindungi substrat daripada daya kakisan dan menjadikannya lebih tahan terhadap kerosakan daripada bahan kimia yang digunakan dalam proses pembuatan.Dalam sesetengah keadaan, penyaduran pada plastik boleh meningkatkan kekuatan dan rintangan haus substrat.
Seperti yang telah kita lihat dalam industri automotif, faedah penting penyaduran pada plastik ialah ia boleh meningkatkan penampilan substrat dengan ketara.Kebanyakan plastik industri cenderung mempunyai kemasan yang kusam.Walaupun mewarnakan plastik boleh menjadikannya lebih menarik secara visual, ia masih tidak akan menghasilkan penampilan yang cerah dan berkilat yang diidamkan oleh ramai pemilik produk.Walaupun penyaduran dengan krom telah lama menjadi teknik popular dalam aplikasi automotif, potensi bahaya kesihatan yang ditimbulkan oleh proses penyaduran kromium heksavalen telah menyebabkan banyak penyedia kemasan logam menggunakan alternatif yang lebih selamat, terutamanya penyaduran nikel.
Di samping penampilan, penyaduran pada plastik menawarkan beberapa faedah lain untuk ciri fizikal item:
Rintangan kakisan dan kimia: Penyaduran pada plastik boleh menjadi cara yang berkesan untuk melindungi substrat daripada daya kakisan dan menjadikannya lebih tahan terhadap kerosakan daripada bahan kimia yang digunakan dalam proses pembuatan.
Peningkatan kekonduksian: Penyaduran elektrik juga boleh memberikan permukaan plastik bukan konduktif keupayaan untuk mengalirkan elektrik, harta yang tidak ternilai kepada pengeluar alat ganti elektronik dan komponen yang digunakan dalam kereta, pesawat dan pelbagai produk lain.Salutan logam juga boleh memantulkan cahaya yang berpotensi merosakkan dari permukaan substrat plastik dan berfungsi sebagai penghalang pelindung terhadap gas berbahaya dan kakisan.Selain itu, metalisasi boleh membantu mengawal pelesapan tenaga.
Peningkatan kekuatan struktur:Penyaduran elektrik boleh meningkatkan kekuatan struktur keseluruhan bahagian untuk ketahanan yang lebih besar.Kekuatan tambahan ini adalah salah satu faedah utama penyaduran elektrik pada plastik.Jika kekuatan adalah matlamat anda, penyaduran nikel boleh menjadi pilihan yang baik kerana nikel boleh menahan kakisan dan meningkatkan jangka hayat produk.
Rintangan sentuhan yang stabil dan rendah:Selain rintangan kakisan, penyaduran juga boleh mengurangkan rintangan sentuhan, jadi anda boleh meningkatkan ketahanan bahagian terhadap haus, bahan kimia dan kakisan.
Perlindungan RFI dan EMI: Peranti elektronik melepaskan gangguan elektromagnet (EMI) dan gangguan frekuensi radio (RFI), yang menyumbang kepada gangguan isyarat dan kerosakan peralatan.Penyaduran menambah lapisan perlindungan untuk menyekat gelombang EMI dan RFI yang berbahaya ini.
Menyadur pada plastik ialah cara terbaik untuk menambah ketahanan dalam pelbagai persekitaran yang berbeza.Ia menawarkan perlindungan untuk pemakaian harian daripada sentuhan, serta pertahanan yang lebih teguh terhadap bahan kimia dan gangguan.Sementara itu, integriti struktur ialah kelebihan yang ketara dalam banyak aplikasi, dan menambahkan kekonduksian pada plastik ialah cara terbaik untuk meningkatkan fleksibiliti reka bentuk sesuatu bahagian sambil mengekalkan sifat kos efektif pembinaan plastik.
Terdapat pelbagai keadaan semasa pengacuan, pengendalian, danpenyadurankomponen plastik yang berpotensi membawa kepada ketidaksempurnaan pada produk siap.Memahami punca beberapa ketidaksempurnaan biasa boleh membantu dalam mengenal pasti punca ketidaksempurnaan ini dan melaksanakan tindakan pembetulan yang berkesan di seluruh rantaian bekalan.
Splay
Splay ialah gugusan pecah, marikh atau tanda, kelihatan pada bahagian bersalut.Walaupun ia hanya kelihatan sekali bersalut, ia menyebabkan masalah acuan saya;lembapan yang terperangkap dalam plastik boleh datang ke permukaan semasa proses penyaduran, menyebabkan percikan.
Kilat
Denyar ialah tonjolan plastik pada bahagian tepi.Denyar pada komponen yang dibentuk selalunya tidak disedari sehingga selepas komponen disadur, kerana penyaduran terkumpul pada tonjolan.Pembentukan plat ini boleh membuat tepi bahagian tajam, dan juga boleh mengganggu kesesuaian dan penampilan.Ketidaksempurnaan ini disebabkan semasa pengacuan oleh plastik berlebihan atau komponen tidak pecah dari acuan dengan bersih.
lepuh
Lepuh, seperti keadaan kulit, adalah poket udara di bawah kulit—dalam konteks ini, antara plastik dan deposit logam.Seperti percikan, lepuh boleh disebabkan oleh kelembapan yang terperangkap dalam komponen acuan;bagaimanapun, lepuh juga boleh disebabkan semasa proses penyaduran, di antara lapisan deposit logam.Untuk menentukan punca lepuh, potong dan kupas kembali lepuh.Jika ia berasal dari plastik, dan bahagian bawah lepuh mempunyai plastik yang telah terpisah daripada komponen, lepuh terhasil daripada kelembapan terperangkap dalam acuan.
Calar dan Penyok
Calar dan penyok boleh disebabkan semasa pengacuan atau pengendalian (bahagian mentah atau bersalut).Walaupun plater biasanya akan melakukan audit masuk ke atas komponen acuan untuk penyaduran, beberapa calar atau penyok pada plastik mungkin tidak serta-merta jelas, atau bahagian mentah mungkin tercalar semasa pengendalian.Calar dan penyok juga boleh berlaku semasa mengendalikan post-plate;ia mungkin boleh diketahui dengan kedalaman calar atau lekuk dan deposit penyaduran pada kawasan sama ada ketidaksempurnaan itu cetek atau dalam bahan asas.
Keringkan
Keringkan adalah penyaduran rosak dan ia berlaku semasa proses penyaduran apabila bahagian menjadi terlalu kering di antara mendapan logam.Ini boleh dielakkan dengan kawalan proses yang teliti terhadap operasi penyaduran.
meledingkan
Warp ialah herotan dimensi komponen dan boleh berlaku pada beberapa peringkat proses pengeluaran.Kesilapan pengacuan boleh menyebabkan meledingkan, dan meledingkan juga boleh disebabkan oleh pendedahan kepada suhu yang melampau, memerah bahagian secara tidak betul atau salah mengendalikan bahagian tersebut.
Skip pinggan
Skip plate ialah ketiadaan penyaduran pada permukaan—bahan asas terdedah.Ia boleh disebabkan oleh bahan cemar pada permukaan bahagian, yang menghalang penyaduran daripada didepositkan pada permukaan bahagian.Memastikan bahagian mentah dikendalikan dengan betul dan bebas daripada bahan cemar permukaan boleh mengurangkan kejadian skip plate.
Akrilonitril-Butadiena-Styrena (ABS)
Acrylonitrile butadiena stirena (ABS) ialah polimer termoplastik yang secara meluas dianggap sebagai bahan plastik pertama yang digunakan untuk penyaduran elektrik.Proses ini dibangunkan khusus untuk industri automotif pada tahun 1960-an dan masih diamalkan sehingga kini.
Ya – anda boleh mendapatkan bahagian plastik anda dirawat dalam warna seperti krom (logam).Kemasan warna kami menggabungkan penyaduran elektro, jadi ia lebih tahan lama dan teguh daripada kemasan semburan sahaja.Jadi, jika anda lebih suka papan pemuka plastik anda disiapkan dalam warna tetapi masih mempunyai kedalaman dan kilauan kemasan krom – anda boleh!
| Proses | Penerangan |
| Proses Krom Plastik untuk bahagian bukan logam (dan bukan ABS*). | Proses metallising terlebih dahulu.Kemudian 'Triple Chrome' disadur. Kemasan krom cermin. Tembaga, nikel, struktur krom yang kuat |
| Proses untuk plastik ABS* | Proses penyediaan bahagian khas, kemudian bersalut 'Triple Chrome'.Kemasan krom cermin. Tembaga, nikel, struktur krom yang kuat. |
| Salutan Vakum (Pemekatan Vakum) | Salutan "seperti krom" (bukan krom sebenar) melalui teknologi vakum. Kemasan cerah, nipis, keperakan. Salutan dinding nipis – boleh terdedah kepada kerosakan.Mungkin memadai untuk beberapa tujuan. |
| Sembur krom | Bercat (berasaskan kacukan cat & kemasan kimia). Boleh menjadi hampir padan dengan krom tetapi terdedah kepada variasi kerana campuran warna dan kaedah. Ketahanan adalah serupa dengan cat 2 pek. |
Proses Penyaduran Plastik Chrome
Langkah 1 – Mengukir.Kami merendam bahagian tersebut ke dalam tangki yang mengandungi campuran asid sulfurik dan kromik pekat.
Langkah 2 – Peneutralan.
Langkah 3 – Memangkin dan Mempercepat.
Langkah 4 – Penyaduran Tanpa Elektro.
Langkah 5 – Penyaduran Elektro.
Langkah 6 – Pemeriksaan Kualiti.
Krom sebenar, anda pasti boleh menggilap dan membasahi pasir untuk memulihkan kemasan.Krom palsu (filem plastik atau bersalut krom) boleh digilap, tetapi dalam fesyen yang paling ringan.
Seperti logam,plastik juga boleh bersalut krom.Untuk kaedah ini, anda perlu menghantar bahagian plastik yang ingin anda tambahkan krom untuk penyaduran.Thesyarikat penyaduranakan menyaluti bahagian anda dengan lapisan nikel dan tembaga sebelum ia menggunakan krom.
Proses pemendapan kerajang logam nipis pada substrat ABS melibatkan banyak langkah sepertipengaktifan permukaan, etsa, pemangkin, pemendapan tanpa elektro, penyaduran elektro dan pembersihan permukaan...