Процес хромирања пластике
ЦхееИуен- Водећи произвођач галванизације преко пластике око вас
Битидобављач решења на једном месту, ЦхееИуен се може похвалити разним искусним техничким талентима и најсавременијим објектима, што нам омогућава да обезбедимо висококвалитетне, издржљиве хромиране завршне обраде на пластичним компонентама различитих величина и облика.У међувремену, такође смо у могућности да купцима понудимо услугу по мери, без обзира на сложеност или величину компоненте.
Тренутно испоручујемо галванизацију и фарбање пластичних декоративних компоненти за аутомобиле и кућне апарате за познате брендове као што су Генерал моторс, Форд, Фиат Цхрислер, Волво, Волксваген, Тата, Махиндра, Тоиота, Тесла, Делонгхи, Грохе, Америцан Стандард, итд.
Током протекле 54 године опслуживали смо више од 80 познатих купаца аутомобила и уређаја у 30 различитих земаља и региона.
Заслужили смо високе похвале и признање од стране купаца у смислу наше конкурентне цене, солидног квалитета перформанси и флексибилне и тачне испоруке.
Контактирајте нас данас да бисте сазнали више о нашимуслуга хромирања пластике и како вам можемо помоћи да постигнете савршену завршну обраду ваших пластичних компоненти.
Услуге хромирања на пластичним деловима
ЦхееИуенима више хромираних линија све под једним кровом, пружајући флексибилне опције без обзира на величину дела.Са бескрајним опцијама боја, прилагођеним апликацијама, текстурама и одрживим развојем процеса, настављамо да ширимо наше могућности и пружамо нашим клијентима врхунску флексибилност за њихове производе.
Наша примена и процес галванизације су усавршавани више од 50 година.Не само да наглашавамо да нашим купцима докажемо најквалитетнији производ, већ се трудимо и да заштитимо животну средину како бисмо постигли одрживост у нашем пословању.
За ову услугу, такође смо одговорни за питање животне средине и испуњавамо захтеве РОХС коришћењем хемијских супстанци које су погодне за животну средину, које сутровалентно хромирање (Тровалентни хром)или (Цр3+) у нашем процесу.Наш тим је посвећен томе да нашим клијентима пружи највиши ниво професионалне подршке и постигне смањење штетних утицаја на животну средину.






Сатин Цхроме




Бригхт Ницкел





Гаванизација врата са тровалентним хромом

Ауто Доор Кноб

хромирани пластични делови аутомобила
Зашто изабрати нас?
Глобални лидер у компанијама за пластичне хромиране плоче! Избор наших производа значи одабир више од саме компоненте;то је савршен спој иновације, квалитета и одличне услуге.Уверени смо да је ЦхееИуен произвођач пластичне галванизације веома кооперативан партнер којег тражите.

Са преко 54 године искуства у индустрији хромирања пластике

Имамо аутоматски процес хромирања

Имамо комплетан производни процес

Квалитет производа је у складу са међународним стандардима
Покривање на пластичној линији Могућности
Димензија резервоара за раствор за аутоматску линију за наношење је 3000*1200*1500 ММ
Димензија резервоара за раствор за кружну линију оплата је 750*900*1500 ММ
Са капацитетом од 1.500.000 квадратних метара годишње на пластичној оплати
Типична дебљина оплата за аутомобилске декоративне делове:
Бакар 10-30 ум
Никл 5-15ум
Хром 0,1-0,3ум
Напомене: Према захтеву купца или дела, можемо извршити прилагођавање размишљања премаза.
Материјал који можемо обложити:
АБС
АБС/ПЦ
ПА6
ПА66
Завршне обраде галванизације:
Светао хром
Сатен хром
Црни хром
Сатен никал
Хром са четком
Сатен никл са четком
Хром са гравирањем


Тестирање квалитета
Да бисмо обезбедили квалитет производа и повећали поверење купаца, имамо систем инспекције који користи за тестирање и анализу сваког процеса, као и за контролу квалитета хемијских раствора помоћу хемије и инструмената за испитивање квалитета производа од стране
Људи су такође питани:
Чишћење
Уклања масноћу, отиске прстију и нечистоће које би иначе лоше утицале на приањање.
Припрема површине
Површински регенератор, који је припремљен од специјалних киселина, трансформише
структуру пластичне површине на такав начин да се може постићи јака адхезија
између њега и хемикалије никла/бакра.Ово условљавање је важан корак у
хемијски третман пластике за галванизацију.Дефекти који се односе на лошу адхезију су углавном узроковани кондиционирањем површине.
Површинска активација
Површински активатор садржи паладијум, који се везује за површину
пластика.Компонента се затим урања у акцелератор да би се уклонио а
заштитни филм са површине паладијума.
Безелектрично таложење никла
Активирана компонента се затим урања у раствор никла без електронике, који
наноси танак слој метала преко целе пластичне подлоге.Овај метал
слој тада постаје проводник за накнадну галванизацију.
Електролитичко бакарно превлачење
Електролитичка обрада, никл и хром
Правилно сушење смоле
АБС се мора претходно осушити 2-3 сата на 80-85 °Ц пре обликовања
Одговарајуће брзине пуњења
Мале компоненте до 90 г: 5–7 сек
Велике компоненте преко 90 г: до 25 секунди
Правилна температура топљења: 245–270 °Ц
Превише хладна температура топљења узрокује унутрашње напрезање, што доводи до неуједначеног нагризања и неуспеха при термичком циклусу
Превисока температура топљења може узроковати деградацију материјала и слабу адхезију
Одговарајућа температура калупа: 65–80 °Ц
Превише хладан калуп ће проузроковати да се пластика љушти.Материјал који удари у зид калупа се стврдне и врући материјал испод њега тече, стварајући површински ефекат коже који може изазвати раслојавање
Правилно време хлађења: до 30 секунди
Дуже време хлађења повећава ризик од унутрашњих напрезања
Високо полирани калуп
Лоше површине калупа могу узроковати дефекте у обликованом делу
Садржај влаге у материјалу<0,02%
Дизајнирајте капије/у-калупе за проток без затезања у калупу
Платеабле АБС/ПЦ
Могућност регала
Све већа популарност употребе пластике и пластичних композита у широком спектру производних процеса такође је довела до веће потражње за пластификацијом.Пластика са металном површином побољшава изглед материјала и ствара утисак вишег квалитета.Као резултат тога, често се бира када се жели високо декоративни изглед.
Поред тога, наношење пластике може бити ефикасно средство за заштиту подлоге од сила корозије и учинити је отпорнијом на оштећења од хемикалија које се користе у процесу производње.У неким случајевима, наношење пластике може повећати чврстоћу и отпорност на хабање подлоге.
Као што смо видели у аутомобилској индустрији, важна предност пластифицирања је то што може значајно побољшати изглед подлоге.Већина индустријске пластике обично има затамњену завршну обраду.Иако бојење пластике може да је учини визуелно привлачнијом, она ипак неће произвести светао, сјајан изглед какав желе многи власници производа.Иако је хромирање дуго била популарна техника у аутомобилским апликацијама, потенцијалне опасности по здравље које представља процес хексавалентног хромирања навеле су многе добављаче завршне обраде метала да користе безбедније алтернативе, посебно никловање.
Поред изгледа, наношење пластике нуди неколико других предности за физичке карактеристике предмета:
Отпорност на корозију и хемикалије: Пластика на пластику може бити ефикасно средство за заштиту подлоге од сила корозије и учинити је отпорнијом на оштећења од хемикалија које се користе у процесу производње.
Повећана проводљивост: Галванизација такође може дати непроводној пластичној површини способност да проводи електричну енергију, својство које је непроцењиво за произвођаче електронских делова и компоненти које се користе у аутомобилима, авионима и мноштву других производа.Метални премаз такође може рефлектовати потенцијално штетну светлост далеко од површине пластичне подлоге и служити као заштитна баријера против штетних гасова и корозије.Поред тога, метализација може помоћи у контроли расипања енергије.
Повећана чврстоћа структуре:Галванизација може побољшати укупну структурну чврстоћу дела ради веће издржљивости.Ова додатна снага је једна од главних предности галванизације на пластику.Ако је ваш циљ снага, никлирање може бити добар избор јер никл може да се одупре корозији и продужи животни век производа.
Стабилан и низак отпор контакта:Поред отпорности на корозију, оплата такође може смањити отпорност на контакт, тако да можете повећати отпорност дела на хабање, хемикалије и корозију.
РФИ и ЕМИ заштита: Електронски уређаји ослобађају електромагнетне сметње (ЕМИ) и радиофреквентне сметње (РФИ), које доприносе прекидима сигнала и кваровима опреме.Покривање додаје слој заштите који блокира ове штетне ЕМИ и РФИ таласе.
Постављање на пластику је одличан начин да додате издржљивост у низу различитих окружења.Нуди заштиту за свакодневно ношење од контакта, као и робуснију одбрану од хемикалија и сметњи.У међувремену, структурални интегритет је значајна предност у многим применама, а додавање проводљивости пластици је одличан начин да се повећа флексибилност дизајна дела уз одржавање исплативе природе пластичне конструкције.
Постоје различити услови током обликовања, руковања иплатингпластичних компоненти које потенцијално могу довести до несавршености у готовом производу.Разумевање узрока неких уобичајених несавршености може помоћи у идентификацији основних узрока ових несавршености и ефикасном спровођењу корективних радњи у целом ланцу снабдевања.
Сплаи
Сплеј је скуп прелома, марсова или ознака, видљивих на обложеном делу.Иако је видљив само када се обложи, то је изазвало моје проблеме са обликовањем;Заробљена влага у пластици може доћи на површину током процеса облагања, узрокујући распршивање.
Фласх
Блиц је избочина од пластике на ивици дела.Бљесак на обликованој компоненти често остаје непримећен све док се компонента не обложи, јер се оплата накупља на избочини.Ова нагомилана плоча може учинити ивицу дела оштром, а такође може ометати пристајање и изглед.Ова несавршеност је узрокована током обликовања због вишка пластике или компоненте која се не ломи од калупа чисто.
Пликови
Пликови, као и стање коже, су ваздушни џепови испод коже - у овом контексту, између пластике и металних наслага.Као и прскање, пликови могу бити узроковани влагом заробљеном унутар обликоване компоненте;међутим, пликови такође могу да настану током процеса облагања, између слојева металних наслага.Да бисте утврдили узрок пликова, исеците и огулите блистер назад.Ако потиче од пластике, а доња страна блистера има пластику која се одвојила од компоненте, блистер је резултат влаге заробљене у калупу.
Огреботине и удубљења
Огреботине и удубљења могу настати током обликовања или руковања (необрађеног или обложеног дела).Иако ће плоча генерално извршити долазну ревизију на обликованим компонентама за облагање, неке огреботине или удубљења на пластици можда неће бити одмах очигледне, или сирови делови могу бити изгребани током руковања.Огреботине и удубљења се такође могу појавити током руковања пост-плочом;по дубини огреботине или удубљења и наслага оплате на том подручју може се утврдити да ли је несавршеност површинска или у основном материјалу.
Дри Довн
Сушење је оштећено оплатом и дешава се током процеса наношења када део постане превише сув између металних наслага.Ово се може избећи пажљивом контролом процеса обраде пластификације.
Варп
Искривљење је димензионално изобличење компоненте и може се појавити у неколико фаза производног процеса.Грешке у калупу могу да доведу до деформације, а деформација такође може да буде узрокована излагањем екстремним температурама, неправилним полагањем дела или неправилним руковањем делом.
Скип плате
Скип плоча је одсуство облоге на површини—основни материјал је изложен.Може бити узроковано загађивачима на површини дела, који спречавају таложење оплата на површини дела.Обезбеђивање да се сировим деловима правилно рукује и да не буду површински загађивачи може смањити појаву скип плоче.
акрилонитрил-бутадиен-стирен (АБС)
Акрилонитрил бутадиен стирен (АБС) је термопластични полимер који се широко сматра првим пластичним материјалом који се користи за галванизацију.Процес је посебно развијен за аутомобилску индустрију 1960-их и још увек се практикује данас.
Да – своје пластичне делове можете третирати у хромираним (металним) бојама.Наша завршна обрада у боји укључује галванизацију, тако да је издржљивија и робустнија од саме завршне обраде спрејом.Дакле, ако желите да ваша пластична контролна табла буде у боји, али и даље има дубину и сјај хромиране завршне обраде – можете!
| Процес | Опис |
| Процес/е хромирања пластике за неметалне (и не АБС*) делове | Прво процес метализације.Затим 'Трипле Цхроме'. Огледало хромирано. Јака структура бакра, никла, хрома |
| Процес за АБС* пластику | Процес припреме специјалног дела, затим 'Трипле Цхроме' позлаћен.Огледало хромирано. Јака структура бакра, никла, хрома. |
| Вакумско премазивање (вакуумско метализирање) | Премаз „налик хрому“ (не прави хром) помоћу вакуумске технологије. Светла, танка, сребрна завршна обрада. Танки зидни премаз – може бити подложан оштећењу.Може бити адекватан за неке сврхе. |
| Спреј хром | Фарбано (базирано на хибриду боје и хемијске завршне обраде). Може се скоро подударати са хромом, али подложан варијацијама због мешавине боја и метода. Трајност је слична боји од 2 паковања. |
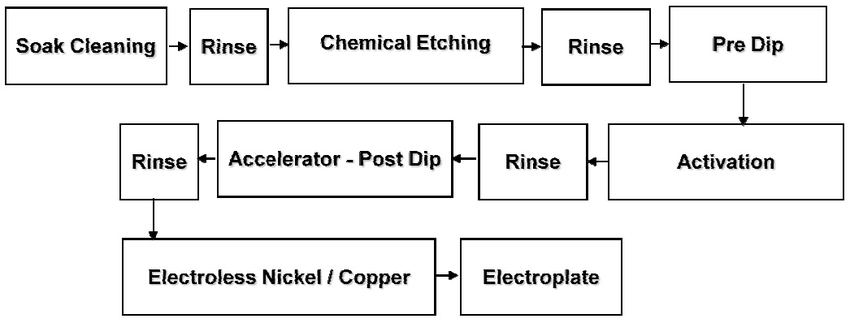
Процес наношења хромиране пластике
Корак 1 – Гравирање.Потопимо део у резервоар који садржи мешавину концентроване сумпорне и хромне киселине.
Корак 2 – Неутрализација.
Корак 3 – Катализација и убрзање.
Корак 4 – Покривање без електронике.
Корак 5 - Електропластика.
Корак 6 – Инспекција квалитета.
Прави хром, дефинитивно можете полирати и навлажити песак да бисте вратили завршни слој.Лажни хром (пластични филм или хромирани) може се полирати, али на најлакши начин.
Као метал,пластика може бити и хромирана.За ову методу, мораћете да пошаљете пластичне делове којима желите да додате хром за оплату.Тхеплатинг цомпанипремазаће ваш део слојевима никла и бакра пре него што нанесе хром.
Процес наношења танких металних фолија на АБС подлоге обухвата много корака као нпрповршинска активација, нагризање, катализација, таложење без електронике, галванизација и чишћење површине...