Proceso de cromado de plástico
CheeYuen: un fabricante líder de galvanoplastia sobre plástico a su alrededor
Ser unproveedor de soluciones integrales, CheeYuen cuenta con una variedad de talentos técnicos experimentados e instalaciones de última generación, lo que nos permite ofrecer acabados cromados duraderos y de alta calidad en componentes de plástico de diferentes tamaños y formas.Mientras tanto, también somos capaces de ofrecer a los clientes un servicio a medida, independientemente de la complejidad o el tamaño del componente.
Actualmente, hemos estado suministrando componentes decorativos de plástico para electrodomésticos y automóviles para galvanoplastia y pintura de marcas reconocidas como General Motors, Ford, Fiat Chrysler, Volvo, Volkswagen, Tata, Mahindra, Toyota, Tesla, Delonghi, Grohe, American Standard, etc.
Durante los últimos 54 años, hemos atendido a más de 80 clientes famosos de automóviles y electrodomésticos en 30 países y regiones diferentes.
Nos hemos ganado grandes elogios y reconocimiento por parte de los clientes en términos de nuestro precio competitivo, rendimiento de calidad sólido y entrega flexible y puntual.
Por favor contáctenos hoy para obtener más información sobre nuestraservicio de cromado plastico y cómo podemos ayudarle a conseguir el acabado perfecto para sus componentes de plástico.
Servicios de cromado en piezas de plástico
CheeYuentiene múltiples líneas cromadas, todo bajo un mismo techo, lo que brinda opciones flexibles sin importar el tamaño de pieza que se necesite.Con infinitas opciones de color, aplicaciones personalizadas, texturas y desarrollos de procesos sustentables, continuamos ampliando nuestra capacidad y brindando a nuestros clientes la máxima flexibilidad para sus productos.
Nuestra aplicación y proceso de galvanoplastia se han perfeccionado durante más de 50 años.No solo enfatizamos en demostrar el producto de mejor calidad a nuestros clientes, sino que también hacemos todo lo posible para proteger el medio ambiente para lograr la sostenibilidad en nuestro negocio.
Para este servicio, también somos responsables del medio ambiente y cumplimos con los requisitos de ROHS mediante el uso de sustancias químicas respetuosas con el medio ambiente, que soncromado trivalente (Cromo trivalente)o (Cr3+) en nuestro proceso.Nuestro equipo está comprometido a brindar a nuestros clientes el más alto nivel de soporte profesional y lograr reducir los efectos dañinos sobre el medio ambiente.






Cromo satinado




Níquel brillante



Cubierta Del Bisel Del Horno Electroplatig


Moldura de puerta galvanizada con cromo trivalente

Perilla de puerta automática

Piezas de coche de plástico cromado
¿Por qué elegirnos?
¡Un líder mundial en empresas de cromado de plástico! Elegir nuestros productos significa elegir más que solo un componente;es una combinación perfecta de innovación, calidad y excelente servicio.Estamos convencidos de que el fabricante de galvanoplastia de plástico CheeYuen es el socio cooperativo que está buscando.

Con más de 54 años de experiencia en la industria del cromado de plástico.

Disponemos de un proceso de cromado automático.

Contamos con un proceso de producción completo

La calidad del producto cumple con los estándares internacionales.
Capacidades de la línea de revestimiento de plástico
Las dimensiones del tanque de solución para la línea de revestimiento automático son 3000*1200*1500 MM
Las dimensiones del tanque de solución para la línea de revestimiento circular son 750*900*1500 MM
Con una capacidad de revestimiento de plástico de 1.500.000 metros cuadrados al año.
Espesor de revestimiento típico para piezas decorativas de automóviles:
Cobre 10-30um
Níquel 5-15um
Cromo 0,1-0,3 um
Observaciones: Según los requisitos del cliente o de la pieza, podemos hacer un ajuste en el diseño del recubrimiento.
Material que podemos platear:
abdominales
ABS/ordenador personal
PA6
PA66
Acabados de galvanoplastia:
Cromo brillante
Cromo satinado
Cromo negro
Níquel satinado
Cromo con cepillado
Níquel satinado con cepillado
Cromo con grabado


Pruebas de calidad
Para garantizar la calidad del producto y mejorar la confianza del cliente, contamos con un sistema de inspección que se utiliza para probar y analizar cada proceso y para controlar la calidad de las soluciones químicas con productos químicos e instrumentos para probar la calidad de los productos mediante
La gente también preguntó:
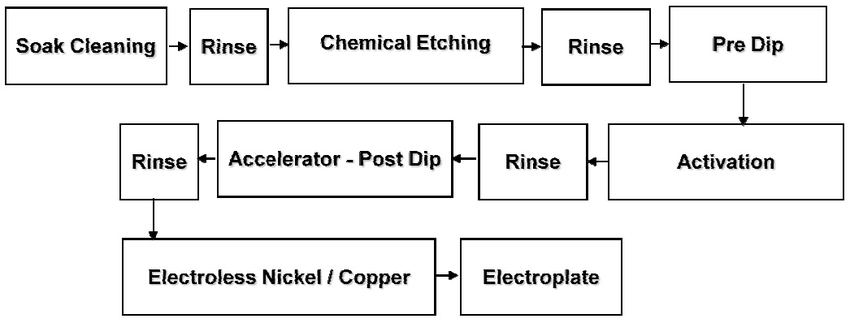
Limpieza
Elimina grasa, huellas dactilares e impurezas que de otro modo afectarían negativamente a la adherencia.
Preparación de la superficie
El acondicionador de superficies, que se prepara a partir de ácidos especiales, transforma la
Estructura de la superficie del plástico de tal manera que se pueda obtener una fuerte adhesión.
entre éste y el químico níquel/cobre.Este condicionamiento es un paso importante en
el tratamiento químico del plástico para galvanoplastia.Los defectos relacionados con una mala adherencia son causados principalmente por el acondicionamiento de la superficie.
Activación de superficie
El activador de superficie contiene paladio, que se adhiere a la superficie de
el plástico.Luego, el componente se sumerge en un acelerador para eliminar un
Película protectora de la superficie del paladio.
Deposición de níquel no electrolítica
A continuación, el componente activado se sumerge en una solución de níquel no electrolítico, que
Deposita una fina capa de metal sobre todo el sustrato plástico.este metal
La capa se convierte entonces en el conductor para la posterior galvanoplastia.
Cobre electrolítico
Recubrimiento electrolítico, níquel y cromo.
Secado adecuado de la resina.
El ABS debe secarse previamente durante 2 a 3 horas a 80–85 °C antes del moldeo.
Velocidades de llenado adecuadas
Componentes pequeños de hasta 90 g: 5 a 7 segundos
Componentes grandes de más de 90 g: hasta 25 segundos
Temperatura de fusión adecuada: 245–270 °C
Una temperatura de fusión demasiado fría causa tensión interna, lo que provoca un grabado desigual y fallas en la prueba de ciclo térmico.
Una temperatura de fusión demasiado alta puede hacer que el material se degrade y proporcione una mala adherencia.
Temperatura adecuada del molde: 65–80 °C
Un moho demasiado frío hará que el plástico se descame.El material que golpea la pared del molde se endurece y el material caliente debajo fluye, creando un efecto de piel en la superficie que puede causar delaminación.
Tiempo de enfriamiento adecuado: hasta 30 segundos
Los tiempos de enfriamiento más prolongados aumentan el riesgo de tensiones internas
Molde altamente pulido
Las malas superficies del molde pueden causar defectos en la pieza moldeada.
Contenido de humedad del material<0,02%
Diseño de compuertas/en moldes para un flujo de molde libre de tensión
ABS/PC plateable
Posibilidad de rack
La creciente popularidad del uso de plásticos y compuestos plásticos en una amplia variedad de procesos de fabricación también ha llevado a una mayor demanda de revestimiento de plástico.Revestir plástico con una superficie metálica mejora la apariencia del material y crea la impresión de mayor calidad.Como resultado, a menudo se selecciona cuando se desea una apariencia altamente decorativa.
Además, el revestimiento de plástico puede ser un medio eficaz para proteger un sustrato contra las fuerzas de la corrosión y hacerlo más resistente al daño causado por los productos químicos utilizados en el proceso de fabricación.En algunos casos, el revestimiento de plástico puede aumentar la resistencia y la resistencia al desgaste del sustrato.
Como hemos visto en la industria automotriz, un beneficio importante del revestimiento de plástico es que puede mejorar significativamente la apariencia del sustrato.La mayoría de los plásticos industriales tienden a tener un acabado opaco.Si bien colorear el plástico puede hacerlo más atractivo visualmente, aún así no producirá la apariencia brillante que muchos propietarios de productos desean.Si bien el cromado ha sido durante mucho tiempo una técnica popular en aplicaciones automotrices, los posibles riesgos para la salud que plantea el proceso de cromado hexavalente han llevado a muchos proveedores de acabado de metales a emplear alternativas más seguras, en particular el niquelado.
Además de la apariencia, el revestimiento de plástico ofrece otros beneficios para las características físicas del artículo:
Corrosión y resistencia química: El revestimiento de plástico puede ser un medio eficaz para proteger un sustrato contra las fuerzas de la corrosión y hacerlo más resistente al daño causado por los productos químicos utilizados en el proceso de fabricación.
Mayor conductividad: La galvanoplastia también puede dar a una superficie plástica no conductora la capacidad de conducir electricidad, una propiedad que es invaluable para los fabricantes de piezas y componentes electrónicos utilizados en automóviles, aviones y una multitud de otros productos.Un revestimiento metálico también puede reflejar luz potencialmente dañina lejos de la superficie de un sustrato plástico y servir como barrera protectora contra gases nocivos y la corrosión.Además, la metalización puede ayudar a controlar la disipación de energía.
Mayor resistencia estructural:La galvanoplastia puede mejorar la resistencia estructural general de una pieza para una mayor durabilidad.Esta resistencia adicional es uno de los principales beneficios de la galvanoplastia sobre plástico.Si su objetivo es la resistencia, el niquelado puede ser una buena opción, ya que el níquel puede resistir la corrosión y mejorar la vida útil de los productos.
Resistencia de contacto estable y baja:Además de la resistencia a la corrosión, el revestimiento también puede reducir la resistencia de contacto, por lo que puede aumentar la resistencia de la pieza al desgaste, los productos químicos y la corrosión.
Protección RFI y EMI: Los dispositivos electrónicos liberan interferencias electromagnéticas (EMI) e interferencias de radiofrecuencia (RFI), que contribuyen a interrupciones de la señal y mal funcionamiento de los equipos.El revestimiento agrega una capa de protección para bloquear estas dañinas ondas EMI y RFI.
El revestimiento de plástico es una excelente manera de agregar durabilidad en una variedad de entornos diferentes.Ofrece protección para el uso diario contra el contacto, así como defensas más sólidas contra productos químicos e interferencias.Mientras tanto, la integridad estructural es una ventaja significativa en muchas aplicaciones, y agregar conductividad al plástico es una excelente manera de aumentar la flexibilidad del diseño de una pieza y al mismo tiempo mantener la naturaleza rentable de la construcción plástica.
Hay una variedad de condiciones durante el moldeo, manipulación yenchapadode componentes plásticos que podrían provocar imperfecciones en el producto acabado.Comprender las causas de algunas de las imperfecciones comunes puede ayudar a identificar las causas fundamentales de estas imperfecciones y a implementar acciones correctivas efectivas en toda la cadena de suministro.
Achaflanar
Splay es un grupo de roturas, marcas o marcas visibles en una pieza chapada.Aunque solo es visible una vez chapado, es la causa de mis problemas de moldura;La humedad atrapada en el plástico puede salir a la superficie durante el proceso de enchapado, provocando separaciones.
Destello
El destello es una protuberancia de plástico en el borde de una pieza.Las rebabas en un componente moldeado a menudo pasan desapercibidas hasta que el componente ha sido enchapado, porque el enchapado se acumula en la protuberancia.Esta acumulación de placa puede afilar el borde de la pieza y también puede interferir con el ajuste y la apariencia.Esta imperfección se produce durante el moldeo por un exceso de plástico o porque el componente no se desprende limpiamente del molde.
Ampollas
Las ampollas, al igual que la afección de la piel, son bolsas de aire debajo de la piel, en este contexto, entre el plástico y el depósito de metal.Al igual que las separaciones, las ampollas pueden ser causadas por la humedad atrapada dentro del componente moldeado;sin embargo, también se pueden producir ampollas durante el proceso de enchapado, entre las capas de depósito de metal.Para determinar la causa de una ampolla, corte y retire la ampolla.Si se origina en el plástico y la parte inferior de la ampolla tiene plástico que se ha separado del componente, la ampolla se debe a la humedad atrapada en la moldura.
Arañazos y abolladuras
Se pueden producir rayones y abolladuras durante el moldeo o la manipulación (de la pieza en bruto o chapada).Si bien el chapista generalmente realizará una auditoría entrante de los componentes moldeados para enchapar, es posible que algunos rayones o abolladuras en el plástico no sean inmediatamente obvios, o que las piezas sin tratar puedan rayarse durante la manipulación.También pueden producirse rayones y abolladuras durante la manipulación de la placa posterior;Es posible saber por la profundidad del rasguño o abolladura y el depósito de revestimiento en el área si la imperfección es superficial o en el material base.
Secar abajo
El secado es un enchapado estropeado y ocurre durante el proceso de enchapado cuando la pieza se seca demasiado entre los depósitos de metal.Esto puede evitarse mediante un cuidadoso control del proceso de la operación de revestimiento.
Deformación
La deformación es la distorsión dimensional de un componente y puede ocurrir en algunas etapas del proceso de producción.Los errores de moldeo pueden provocar deformaciones, y la deformación también puede deberse a la exposición a temperaturas extremas, al almacenamiento incorrecto de la pieza o al mal manejo de la pieza.
Saltar plato
La placa de salto es la ausencia de revestimiento en una superficie: el material base está expuesto.Puede ser causado por contaminantes en la superficie de la pieza, que impiden que el revestimiento se deposite en la superficie de la pieza.Garantizar que las piezas sin procesar se manipulen adecuadamente y se mantengan libres de contaminantes en la superficie puede reducir la aparición de placas de salto.
Acrilonitrilo-butadieno-estireno (ABS)
El acrilonitrilo butadieno estireno (ABS) es un polímero termoplástico ampliamente considerado como el primer material plástico utilizado para galvanoplastia.El proceso se desarrolló específicamente para la industria automotriz en la década de 1960 y todavía se practica en la actualidad.
Sí, puedes tratar tus piezas de plástico en colores similares al cromo (metálicos).Nuestro acabado de color incorpora galvanoplastia, por lo que es más duradero y robusto que el acabado por pulverización solo.Entonces, si prefiere que su tablero de plástico tenga un acabado en un color pero aún tenga la profundidad y el brillo de un acabado cromado, ¡puede hacerlo!
| Proceso | Descripción |
| Proceso/s de cromado de plástico para piezas no metálicas (y no ABS*) | Primero el proceso de metalización.Luego chapado en 'Triple Chrome'. Acabado cromado espejo. Fuerte estructura de cobre, níquel y cromo. |
| Proceso para plásticos ABS* | Proceso especial de preparación de piezas, luego chapado en 'Triple Cromo'.Acabado cromado espejo. Fuerte estructura de cobre, níquel y cromo. |
| Recubrimiento al Vacío (Metalizado al Vacío) | Un revestimiento "similar al cromo" (no cromo real) mediante tecnología de vacío. Acabado plateado, fino y brillante. Revestimiento de pared fino: puede ser propenso a sufrir daños.Puede ser adecuado para algunos propósitos. |
| Cromo en aerosol | Pintado (basado en un híbrido de pintura y acabado químico). Puede ser casi igual al cromo, pero propenso a variaciones debido a la mezcla de colores y los métodos. La durabilidad es similar a la de la pintura de 2 componentes. |
Proceso de revestimiento de plástico cromado
Paso 1 – Grabado.Sumergimos la pieza en un tanque que contiene una mezcla de ácidos sulfúrico y crómico concentrados.
Paso 2 – Neutralización.
Paso 3: Catalizar y acelerar.
Paso 4: revestimiento sin electricidad.
Paso 5: electrochapado.
Paso 6 – Inspección de calidad.
Cromo real, definitivamente puedes pulirlo y lijarlo en húmedo para restaurar el acabado.El cromo falso (lámina plástica o cromado) se puede pulir, pero de la manera más ligera.
como el metal,El plástico también se puede cromar..Para este método, tendrás que enviar las piezas de plástico a las que deseas agregarles cromo para enchaparlas.Elempresa de chapadoCubrirá su pieza con capas de níquel y cobre antes de aplicar el cromo.
El proceso de deposición de láminas metálicas delgadas sobre sustratos de ABS implica muchos pasos, comoActivación de superficies, grabado, catalización, deposición no eléctrica, galvanoplastia y limpieza de superficies....